


无需繁琐的文字描述,观看我们的视频,让16Mn绗磨管产品一览无余!
以下是:16Mn绗磨管的图文介绍

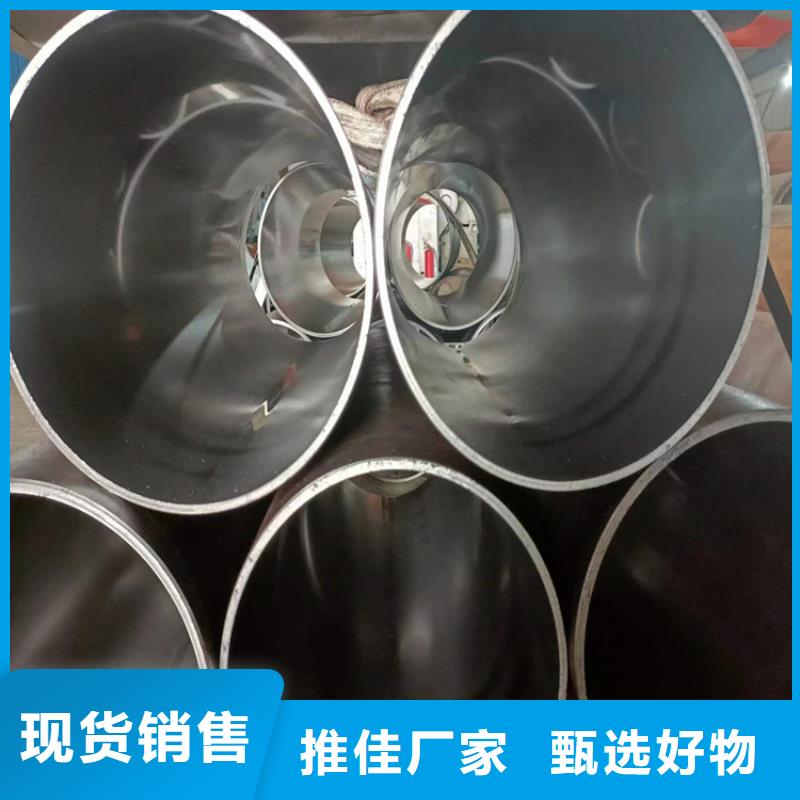
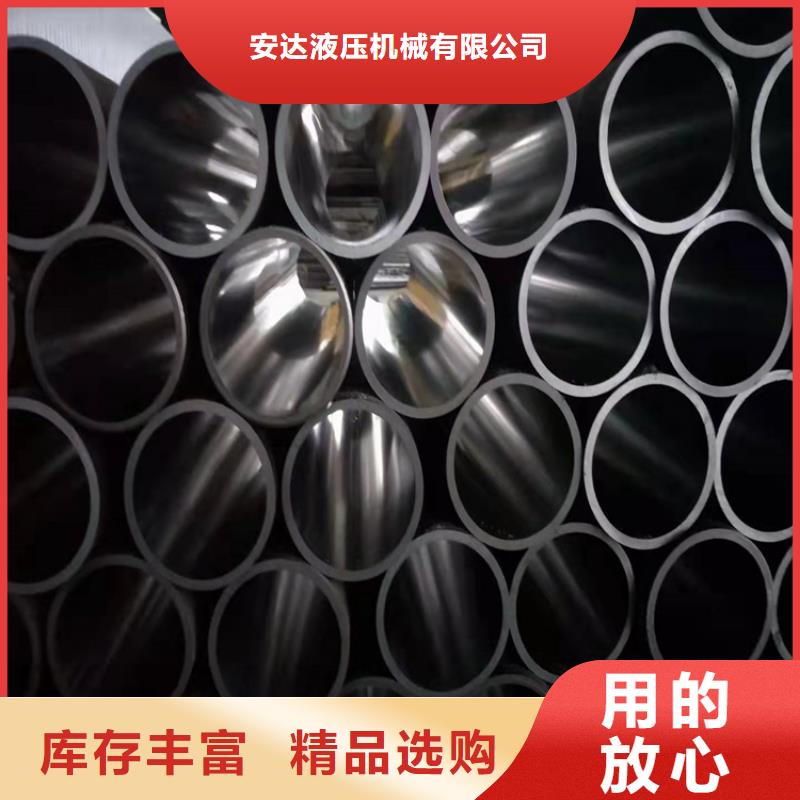
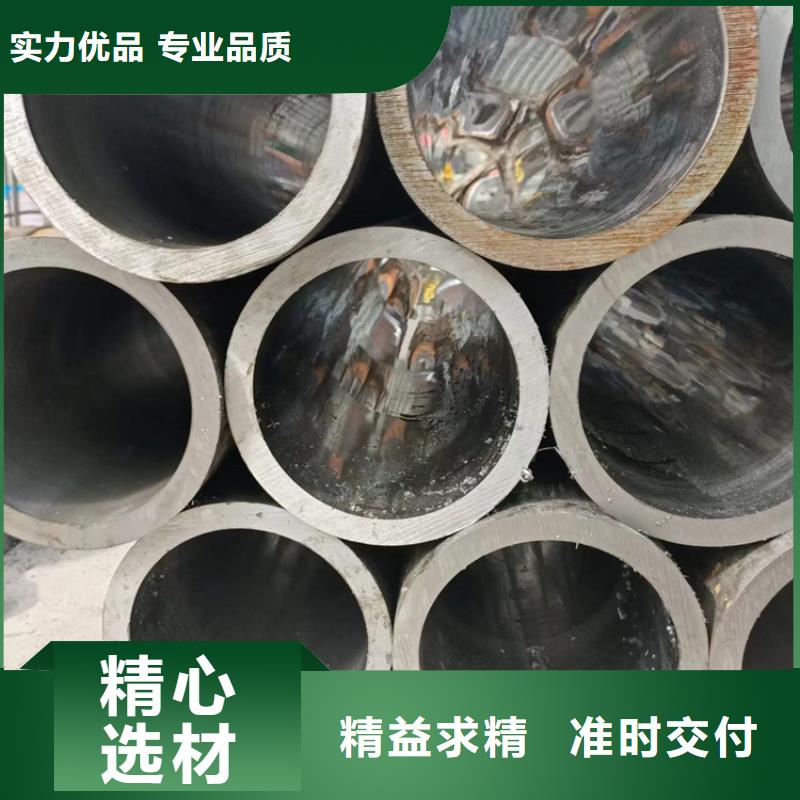
珩磨管油缸管绗磨管厚壁油缸管是液压缸的主体,其内孔一般采用镗孔、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件和支架滑动顺畅,以保证密封效果,减少磨损;液压缸应能承受较大的液压,因此应具有足够的强度和刚度。端盖位于气缸的两端,与气缸形成封闭的油室。因此,端盖及其连接件应具有足够的强度。在设计中不仅要考虑强度,还要选择加工性能较好的结构形式。导套引导并支撑活塞或柱塞。有些液压缸由端盖孔直接导向,没有导向套。这种结构简单,但磨损后必须更换端盖。研磨管


珩磨管油缸管绗磨管目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。研磨管
产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。



绗磨管生产厂家厂家直销,可来厂参观考察,以低价格,让利客户,保证售后,一年内 绗磨管生产厂家产品质量出问题,免费换新。液压机械(辽源市分公司)有着十多年生产经验追求品质、不断创新,一切为客户着想是我们的经营理念。因此,我们除了着重产品的质量外,还不断开发新款式、新产品,更能适合、满足各档次的需求和市场的发展。



珩磨管油缸管绗磨管珩磨管的热处理加工是一个很重要的工序,经过热处理加工后,可以让其获得较好的性能。那么如何对珩磨管进行热处理加工?1、其热处理加工工艺过程:锻压退火、粗加工、调质、半精加工、消应力、粗磨、高频淬火、回火、精加工。以下针对几个比较关键的环节做一下着重介绍:
1、调质:调质的目的就是使其可以具有良好的综合机械性能,因些为了让其可以获得较高的韧性、相应的强度以及优良的力学性能,我们一般都需要对2Cr13材质进行调质处理。 2、消应力处理:所谓的消应力处理,珩磨管出售,其实就是指除应力。在一般情况下,退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,所以要进行处理消应力。
液压钢管基本上分为液压系统上用的流体管和油钢筒管,也称为珩磨管,而冷拔或冷轧精密无缝钢管也包含液压钢管。研磨管


