18074230890



联系我们

发布时间:2024-05-15 21:38:42 公司名称:[焦作]明辉市政交通工程有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 68/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 999 |
| 运费说明 | 按距离 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
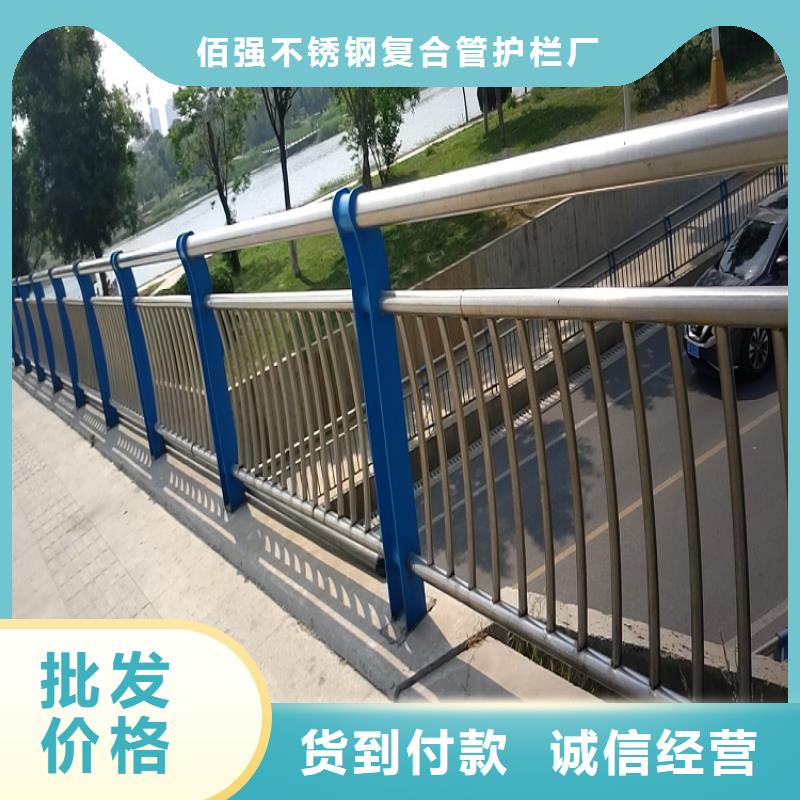
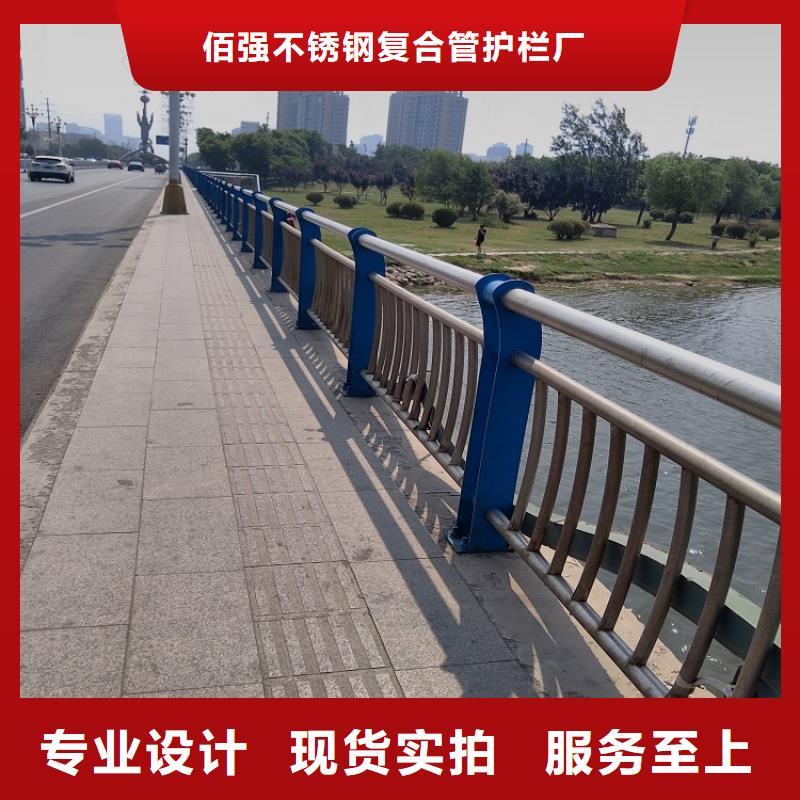
| 适用领域 | 河道 桥梁 |
| 是否进口 | 否 |
| 立柱管径 | 100*100mm |
| 表面处理 | 镀锌 |
| 立柱壁厚 | 4 |






为什么要对不锈钢复合管焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。



不锈钢复合管焊接好坏仅影响产品的美观,而且也对产品的质量有着本质的影响,那锈钢钢复合管焊接具体应该注意些什么,下面具体介绍一下:采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般超过5mm。为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接锈钢时,以~3mm为佳,过长则保护效果好。对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。