
一分钟的时间,对于了解我们的
精密六角管规格全产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:
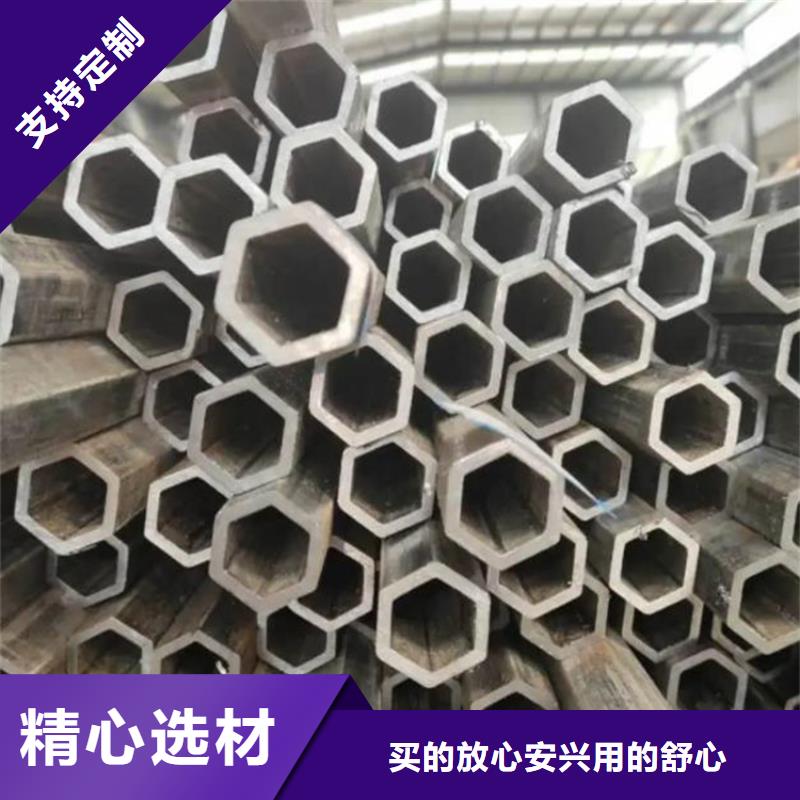
精密六角管规格全的图文介绍
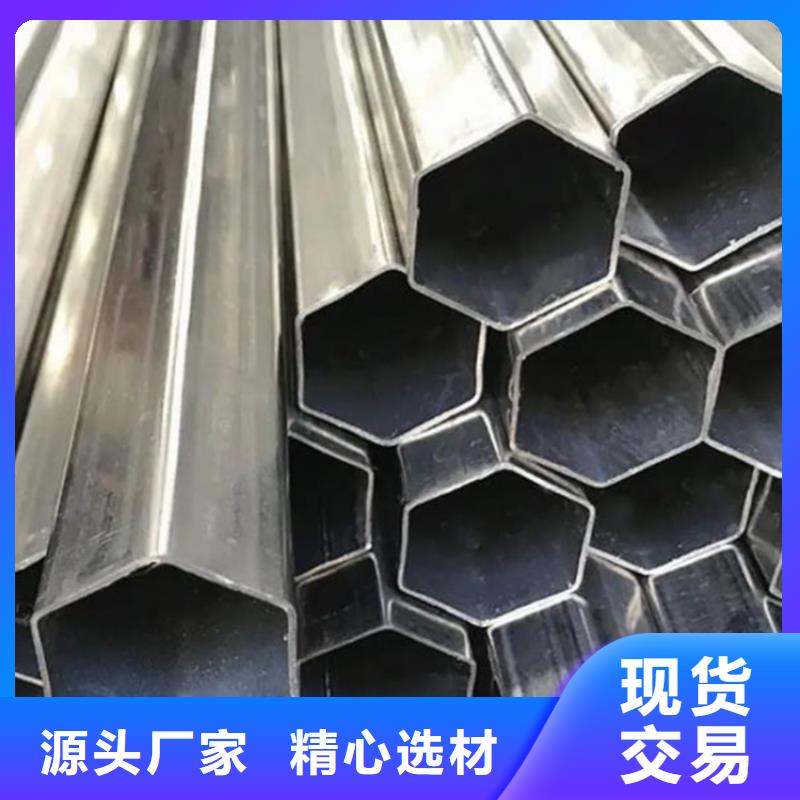
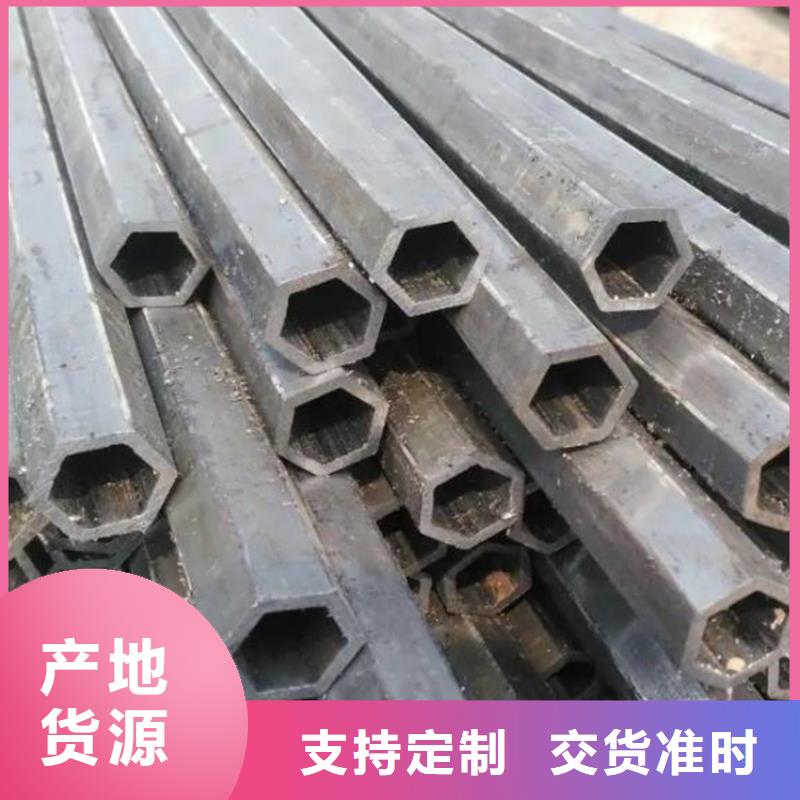
六角管属于一种非标钢管,在一些特殊的环境中有良好的运用,那么它的主要性能都有哪些呢?我们就一起来了解下吧。 1.受力能力 六角管能承受的载荷是比较大,因此能满足不同人们的需求。 2.机械性能 在机械性能中,我们可以知道很多的都是跟不锈钢的线材有着很大的关系。比如不会生锈、高抗腐蚀能力这些都是跟着不锈钢的性质有着很大的关系,随着标准件的不断发展,这些机械性能也跟随着变得越来越强。 3.耐高温性 由于不锈钢本身的硬度就比较强,生产出来之后的六角管有着很强的防氧化能力,并且在高温之下也是不能够正常工作,不会烧到高温的太多干扰,假如能够在制造之后同时进行钝化,那么效果会变得更来越好。



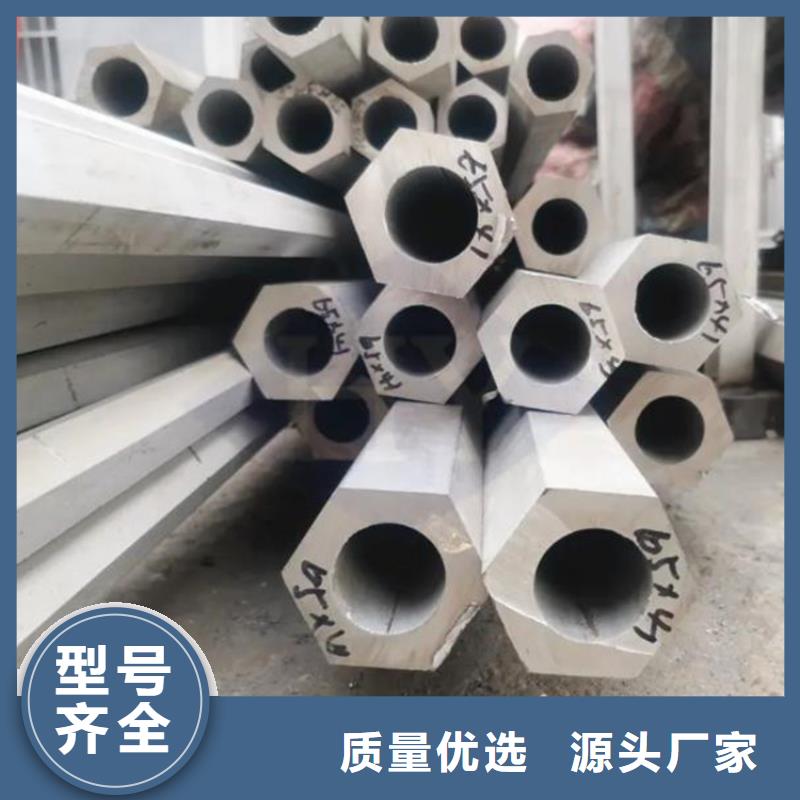
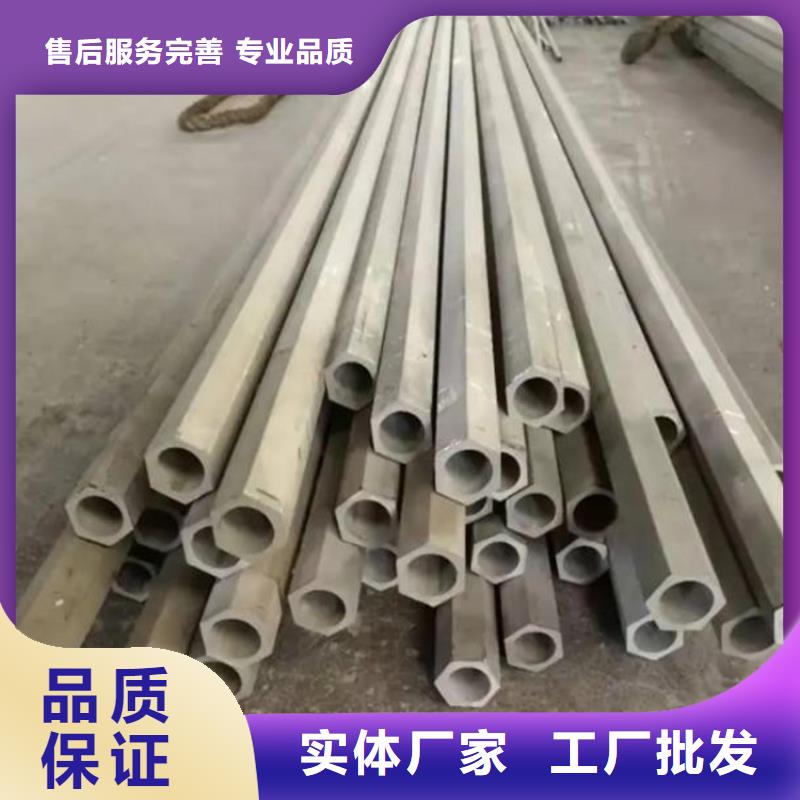
六角管是除了圆管以外的其他截面形状的钢管的总称,有焊接异型管和无缝异型管。因为材质的关系 ,不锈钢异型管一般为304以上材质为多, 200. 201材质硬度强风,成型难度加大。 外六角钢管一般是根据断截面、整体形状来区分的,一般可分为:椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、不锈钢花纹管、不锈钢U型钢管、D型管、不锈钢弯管. S型管弯管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢不锈钢存水弯管、瓜子形异型钢管、圆锥形异型钢管.波纹形异型钢管等。



十多年的发展历程,历经坎坷,走向辉煌,脚踏实地”的奋斗与奉献,金帝钢管(阜新市分公司)将励精图治,勇往直前,开拓创新,愿与 20#无缝钢管业界同行携手共进,共创中国 20#无缝钢管事业新的辉煌。



如何来对不锈钢无缝管的 检验,有没有好的方法?对于这个问题,我们也做了一些说明,在这里我们 同样分享给大家。 方法一:摩擦火花鉴别法,分别用304材质和201材质,放在高速旋转的砂 轮机看产生的火花,由于摩擦高温作用,各种元素微粒氧化时产生的火花数 量,形状分叉等不同来鉴别材料化学成分和大致含量。 方法二:不锈钢六角管药水检测,304楼梯扶手不锈钢管市面上有卖材质检测水,滴上去 以后,不同的颜色对应不同的材质,很简单很方便,可以大致判断是哪一类 型的316L不锈钢无缝管材料。 方法三:打磨检测,砂轮打磨看火花的状态,但这种方法需要有经验的人士 来识别。



