





不要犹豫,点击播放我们的球墨铸铁承插双盘四通多重优惠产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
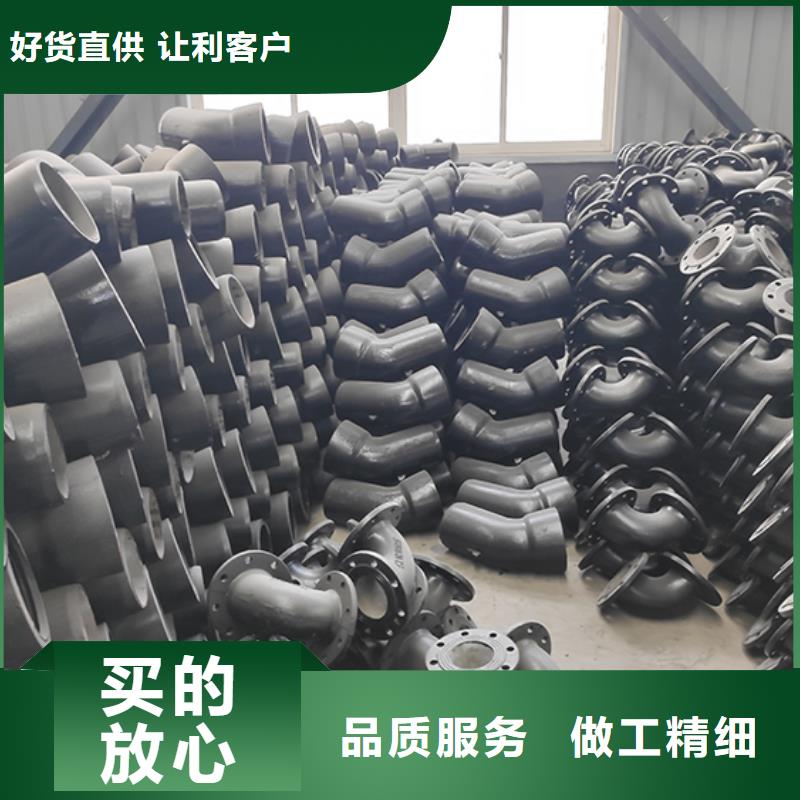
以下是:球墨铸铁承插双盘四通多重优惠的图文介绍

球墨铸铁管管件的生产规范有哪些 GB/T12772-2007灰口铸铁柔性铸铁管、管件相关规范 GB/T 223.3—1988 钢铁及合金化学分析办法二安替比林甲烷磷钼酸分量法测定磷量 GB/T 233.61—1988 钢铁及合金化学分析办法磷钼酸铵容量法测定磷量 GB/T 223.68—1997 钢铁及合金化学分析办法管式炉内燃烧后碘酸钾滴定法测定硫含量 GB/T 223.72—1991 钢铁及合金化学分析办法氧化铝色层分离-硫酸钡分量法测定硫量 GB/T 228—1987 金属拉伸实验法 GB/T 528—1998 硫化橡胶或热塑性橡胶拉伸应力应弯性能的测定 GB/T 531—1992 硫化橡胶邵尔A硬度实验办法 GB/T 1682—1994 硫化橡胶低温脆性测定 单试样法 GB/T 1683—1981 硫化橡胶恒定形变紧缩 变形的测定办法 GB/T 1685—1982 硫化橡胶在常温文高温下紧缩应力松懈的测定 GB/T 1690—1992 硫化橡胶耐液体实验办法 GB/T 3422—1982 连续铸铁管 GB/T 3512—1983 橡胶热空气老化实验办法 球墨铸铁管配件


一、球墨铸铁管、球墨铸铁管配件的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。二、碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。 三、稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。 四、球墨铸铁管浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,则不能保证金属液顺序凝固;另外,冒口的补缩效果是由冒口的数量、大小以及与铸件的连接有关的。五、球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。六、砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。七、磷:球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在***后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。 球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。



长治鑫福兴管业有限公司质量控制
公司质量方针:没有*好,只有更好!
我公司 球墨铸铁管配件产品的质量是以的生产设备、成熟的生产工艺以及的技术人员和的检测设备作为基本因素。公司对 球墨铸铁管配件产品质量的管理进行严格的控制,从而为您提供可靠的 球墨铸铁管配件产品。
服务承诺
我们秉承服务顾客的理念,认真执行每一个工艺细节,为您提供而热忱的服务。
1、 球墨铸铁管配件产品配发检验合格证,检验报告随货通行。
2、出厂的 球墨铸铁管配件产品均按照相关标准生产和检验,不合格的 球墨铸铁管配件产品不出厂



球墨铸铁管配件 阀杆材质,力求不锈钢阀杆(2CR13),大口径阀门也应是不锈钢嵌包的阀杆。螺母材质,采用铸铝黄铜或铸铝青铜,且硬度与强度均大于阀杆阀杆衬套材质,其硬度与强度均应不大于阀杆,且在水浸泡状况下与阀杆、阀体不形成电化学腐蚀。密封面的材质①阀门类别不一,密封方式及材质要求不一;②普通楔式闸阀,铜环的材质、固定方式、研磨方式均应说明;③软密封闸阀,阀板衬胶材料的物理化学及卫生检测数据;④蝶阀应标明阀体上密封面材质及蝶板上密封面材质;它们的物理化学检测数据,特别是橡胶的卫生要求、抗*老化性能、耐*磨性能;通常采用丁睛橡胶及三元乙丙橡胶等,严禁掺用再*生胶。



