



想要探索【激光切割机光纤激光切割机一手货源】的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:【激光切割机光纤激光切割机一手货源】的图文介绍
华宇诚数控科技(安阳市分公司)的宗旨是:质量是企业的灵魂,信誉是发展的,本公司以“诚信为本”的原则,以较高的 光纤激光切割机技术水准为基础,以顾客至上,诚恳的服务态度为经营理念, 光纤激光切割机品质优良,以及更优惠的价格体系,完善的售后服务赢得广大客户朋友的信赖和支持,竭诚与各界新老客户携手合作,共创明日辉煌,欢迎广大新老客户来电来函咨询!!



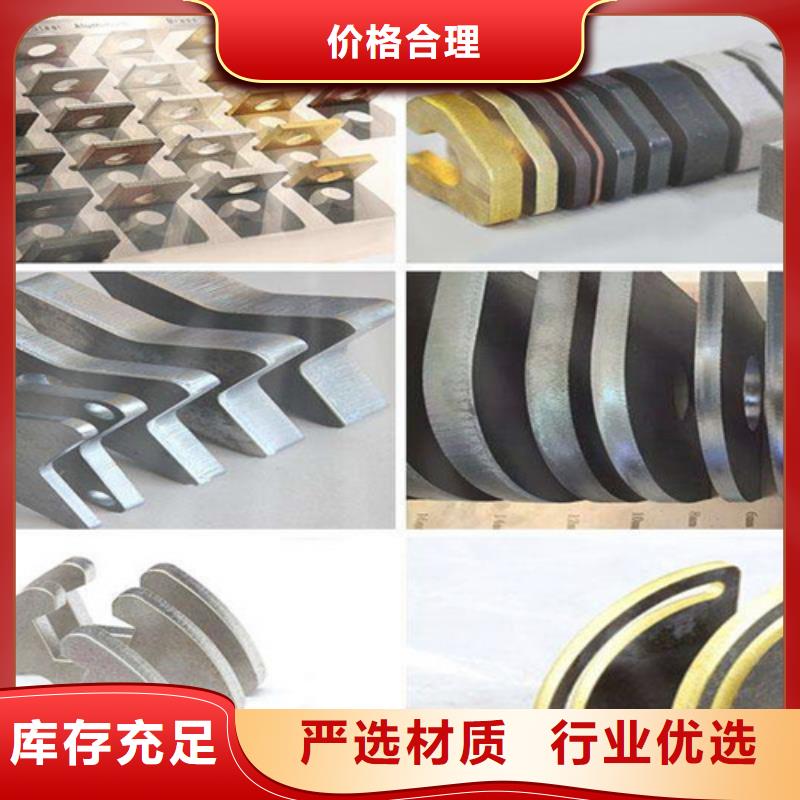
激光切割机在钣金加工行业已经是如鱼得水了,它的切割优势为板金加工企业解决了很多麻烦;不过都说人无完人,机器也一样,没有完美的机器,钣金激光切割机在使用过程中也会因为很多原因影响切割效果,随机误差就是一个不小的问题,激光切割机的随机误差,只能通过在线检测和控制来,下面小编就来为大家介绍这些误差的产生原因,快来一起看看吧。钣金激光切割机随机误差产生的原因钣金激光切割机随机误差产生的原因1.工件几何误差激光切割的对象为板材或覆盖件型零件,由于各种原因的影响,加工对象表面具有起伏不平,且在切割过程中的热效应的影响也会产生薄板零件的表面变形,对于1维激光加工,覆盖件在压制成型过程中也会产生表面的不平,所有这些,都会产生激光焦点与被加工对象表面的位置与理想位置发生随机变化。2.工件装夹装置产生的误差激光切割加工的工件是放在针状工作台上,由于加工误差、长时间与工件之间的磨损和激光的烧伤,针床会出现凸凹不平,这种不平也会产生薄钢板和激光焦点之间的位置的随机误差。钣金激光切割机随机误差产生的原因3.编程产生的误差在激光切割机加工过程中,复杂曲面上的加工轨迹是通过直线、圆弧等拟合的,这些拟合曲线和实际曲线存在一定误差,这些误差使得实际焦点和加工对象表面的相对位置和理想编程位置产生一定误差。而有些示教编程系统也会引进一些偏差。



为什么越来越多的厂家开始追捧光纤激光切割机 伴随着科技的发展进步,人们生活的节奏越来越快,在这个时代就是金钱的时代中,人们的生活工作开始追寻,而光纤激光切割机恰恰能满足各个厂商所追寻的率和精准度。激光系列动图1.光纤激光切割机的率:光纤激光切割机操作简单,省时省力。光纤激光切割机实现了全自动化生产切割,只需要开始加工前把要切割的图形导入进配套专用的切割机软件中,软件会自己匹配物料的尺寸,设计合理的切割路线,减少材料的浪费,同时也省去了人工对材料进行定位,实现了一人操作多台设备,减少了人工及生产成本。2.光纤激光切割机的高精准度:光纤激光切割机采用激光作业,能实现高密度的能量定向发射,使其切割路线小,精准度高。并采用的是“无接触式加工”,不会对物料进行挤压,使切口不变形,且光滑无毛刺,相对于传统切割来说又省去了成型物料的打磨工作,省时省力。光纤激光切割机在各个行业的应用,越来越多的人开始接触光纤激光切割机。其省时省力的优势特点也被越来越多的人所认可。



今天我们来看看有关激光切割机的操作方法,他的具体操作流程如下:1.遵守一般切割机稳妥操作规程。严格按照激光启动程序启动激光。女士2.操作人员须经过培训,熟悉设备结构和性能,掌握操作系统的相关知识。3.在激光束附近,按规定穿戴劳动防护用品,按规定佩戴防护眼镜。4.在没有弄清楚激光切割机材料是否能被激光照射或加热之前,不要加工材料,以免产生烟雾和蒸汽的潜在危险。5.设备启动时,操作人员不得擅自离岗或要求客户继续负责。如果确实需要离开,操作员应停止机器或切断电源开关。6.把灭火器放在指尖;不加工时关闭激光器或快门;请勿将纸、布或其他易燃材料放在未受保护的激光束附近。7.处理过程中发现异常,应立即停车,及时排除故障或向主管人员汇报。8.保持激光切割机激光器、床及周围清洁、有序、无油污,并按要求堆放工件、板材和废料。9.使用气瓶时,应避免挤压焊丝,以免发生泄漏事故。气瓶的使用和运输应当符合气瓶监测规定。气瓶禁止暴露在阳光下或靠近热源。打开瓶阀时,操作者须站在瓶口一侧。10.维护期间请遵守高压规定。每40小时运行或每周维护,每1000小时运行或每6个月维护应按照规定和程序进行。11.激光切割机启动后,应在x和y方向低速手动启动机床,检查应确认是否有任何异常情况。以上就是有关激光切割机的操作方法的内容了,如果您还有其他问题想了解,请继续关注我们。


激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。



