




离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。


制造残余应力,机械应力,组织应力和热应力是造成高铬钢轧辊断裂的主要原因,良好的热处理,轧制条件和冷却可以有效防治高铬钢轧辊断裂。
普通轧辊硬度低,耐磨性差,生产中换槽换辊次数多,产品尺寸、表面质量变化快、不稳定,而高速钢轧辊价格高,使用条件苛刻。轧辊耐磨性问题,一定程度上影响生产的作业率、成材率,制约着产能的进一步提高。特别是棒材线产能之后,表现尤为明显。
针对生产中存在的轧槽不耐磨,换槽换辊次数多,产品尺寸、表面质量变化快、不稳定等问题,我们对高硼合金复合轧辊进行了研究分析。
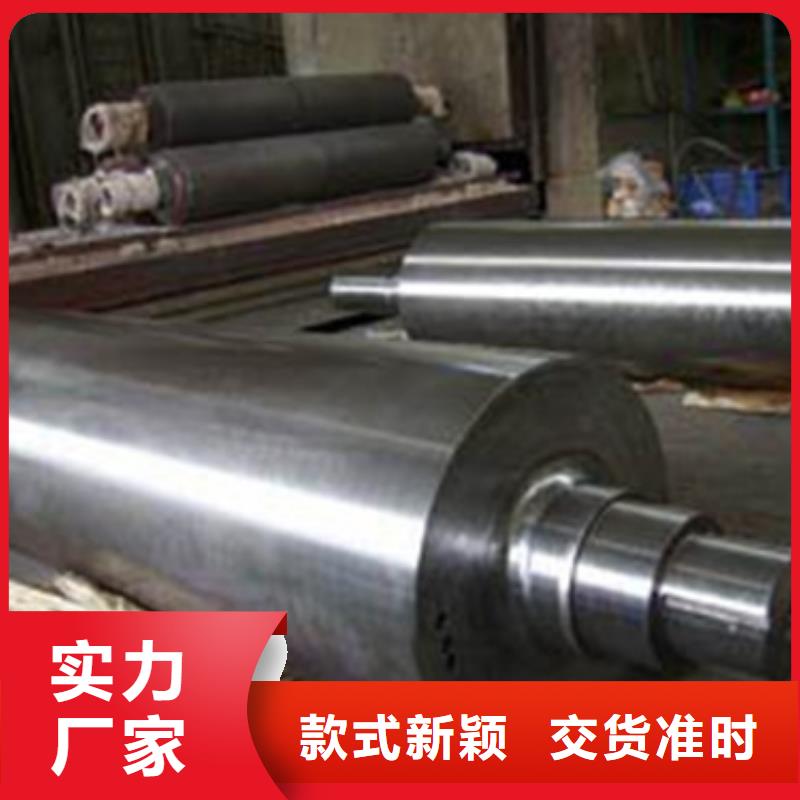
高硼复合轧辊由芯轴与辊套两部分组成,其中芯轴采用无损伤的报废轧辊,辊套采用高硼合金钢。在正常使用过程中,辊套不发生破裂、窜动、松动等现象,辊套工作层在使用中无明显硬度落差,过钢量基本一致。轧辊加工性能及使用同贝氏体基本一致,无特殊要求,单槽平均过钢量达到原来的2.5-3倍。



新物通物资(长春市分公司)主要生产销售: 合金钢厂家、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂。我司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展.公司不断进取,加快加强项目开发运作,进一步完善开发机制,打造公司的品牌效应。用户至上,以用户为中心”是公司永远坚持的服务宗旨,赢得用户的赞许是我们的荣誉,及时满足用户的需求,是我们公司的愿望。长期以来,公司员工以优质的服务,取悦于用户,以诚信的言行取信于用户,得到了用户们的好评。我们期待着与您更加愉快的合作!公司的发展,离不开社会的大力支持,在社会的支持和帮助下,我们正昂首阔步迈向未来!我们,将继往开来,创造出更加美好、灿烂的明天!



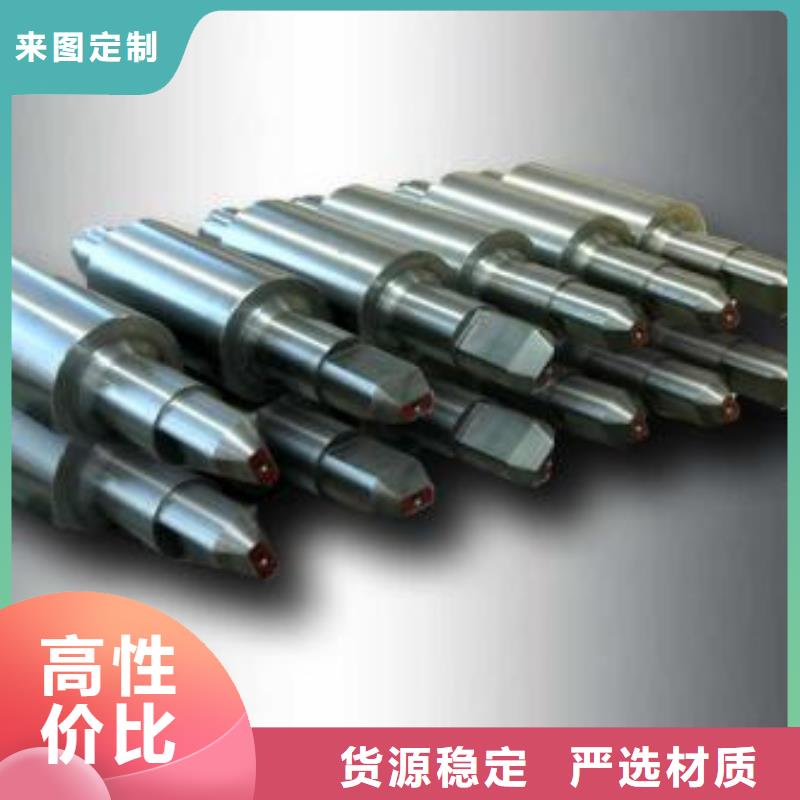
钒氮高速钢轧辊系轧辊产品的一种,我公司联合国内两所知名大学及一所 级科研机构共同合作开发的一种新型高速轧辊产品。使用较为专业的技术方法,采用较为先进的生产方式,提高了产品的耐磨性,增加相当的过钢量。有较高的性价比。
钒氮高速钢轧辊学名:亚纳米氮化钒颗粒增强型高速钢轧辊。它是通过特殊方式,在真空状态下将亚纳米(0.2~0.5um)级别的V3N、VN、CBN颗粒渗入具有一定强度和耐磨性的钢基材料中,利用耐磨质点的弥散固容硬化,并结合特殊热处理工艺措施,使材料耐磨性产生数量级,同时保持母相材料特有的强韧性。这一切,保证了轧辊材料具有极强的抗磨损和的抗冲击性能。



