




无需繁琐的文字描述,观看我们的视频,让弯管【S型弯管】制造厂家产品一览无余!
以下是:弯管【S型弯管】制造厂家的图文介绍

全自动弯管机的工作效能可以带来的好处 现阶段电机与全自动弯管机上的液压泵中间的连接早已不用借助法兰盘来连接了,根据这一个小改变,不只是在成本费上的消耗更加节省,电机和汽油泵中间的传动配置也更为畅顺,并且噪声也有了挺大的改进,由于取消了连接轴、汽油泵轴连接电机的主轴轴承,这样不只是了效率,并且也扩大了扭矩,促使液压弯管机和全自动弯管机及液压机切管机等液压机管件加工车床总体的一个。 应用过全自动弯管机机器的用户多多少少都对弯管机及液压特性有些掌握,在弯管机的生产过程中,对弯管机上夹紧配置继电器需要多装一个保压阀来把控,这样做的目的实际上就是方便减少用户的投入资金,在弯管机众多系列产品中,很多用户因为需要控制成本,一般选购的型号也就只是刚刚好能够符合自身产品的生产范畴。 而大家为了促使弯管机应用的更为顺畅,在对弯管机夹持上加装保压阀实际上就是来降低弯管机因为生产超载产品的时候,弯头出现跑偏及在弯折不锈钢管件的时候由于跑偏而左右弯管的加工品质的。 那以上就是这次和大家分享的内容了,全自动弯管机的工作效能确实是可以改进液压传动系统自然环境的。


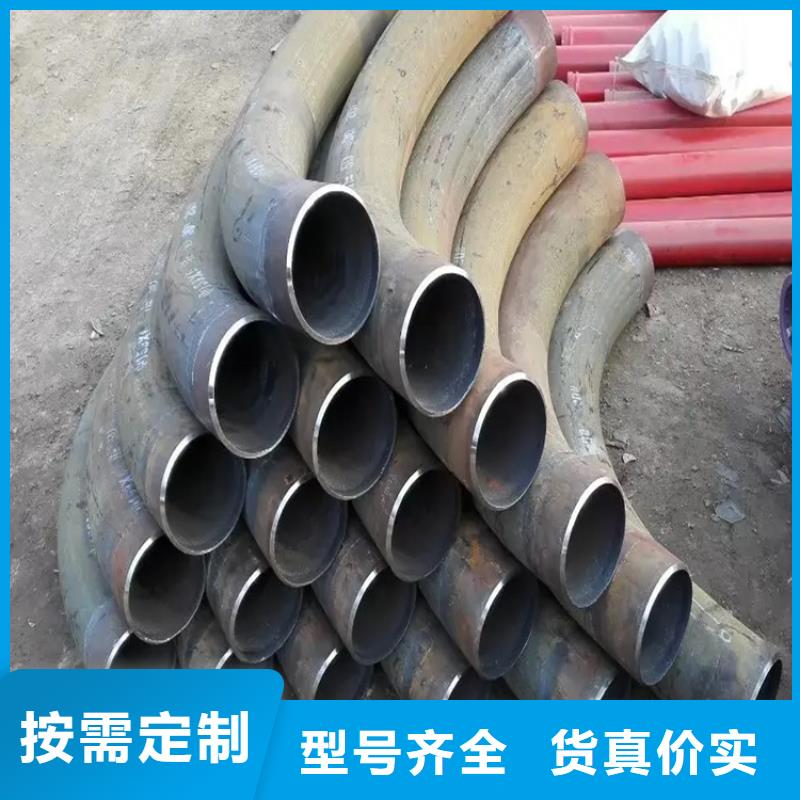
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



航萧管件(湖南省分公司)处于素有“ 弯管生产厂家之都”美称的湖南,优越的地理位置和便利的交通给公司的发展带来了充分的条件.技术骨干精良,实力雄厚,公司勇于创新,一直致力于 弯管生产厂家生产技术的革新,跑在生产技术的前沿。



怎样了解弯头加工中对弧度的实际要求。目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。 怎样了解弯头加工中对弧度的实际要求 因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。 安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。 此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。



