



深入了解定做非标气缸管产品,一部视频就够了,快来观看!
以下是:定做非标气缸管的图文介绍
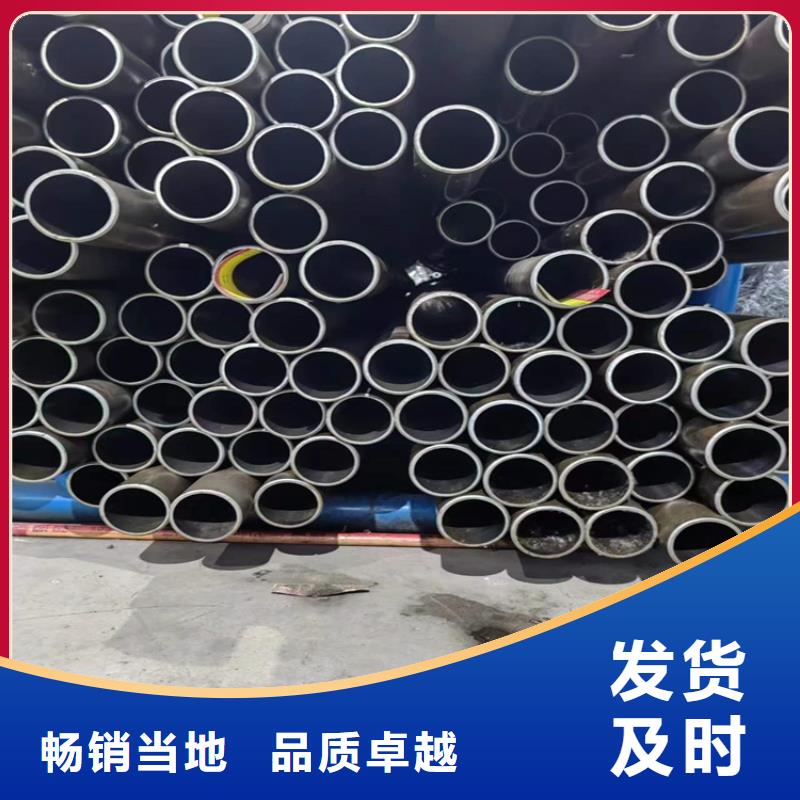
液压机械(黄山市分公司)是专业从事各种【绗磨管生产厂家】的生产、设计、销售、安装以及售后服务于一体的现代化企业。真正的厂家!真诚与您合作!液压机械(黄山市分公司)座落在辽河路燕山路交叉口南500米东首,是专业【绗磨管生产厂家】系列产品生产厂家。产品投放市场以来,以产品质量稳定、服务措施完善,深受用户好评。



珩磨管油缸管绗磨管怎么防止珩磨管淬火裂纹? 珩磨管淬火裂纹 珩磨管淬火工艺主要用于钢件,是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms(马氏体转变起始温度)以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。 珩磨管淬火裂纹是指在珩磨管淬火过程中或在珩磨管淬火后的室温放置过程中产生的裂纹,后者又叫时效裂纹。裂纹的分布没有一定的规律,但一般容易在工件的尖角、截面突变处形成。造成珩磨管淬火开裂的根本原因是拉应力超过材料的断裂强度,或者虽未超过材料的断裂强度,但材料由于存在内部缺陷也会发生开裂。造成珩磨管淬火开裂的具体原因很多,分析时应根据裂纹特征加以区分。滚压管



珩磨管油缸管绗磨管正确安装管路,严禁违规装配
2.2.1 软管管路的正确装配
安装软管拧紧螺纹时,注意不要扭曲软管,可在软管上划一条彩线观察;软管直线安装时要有30%左右的长度余量,以适应油温、受拉和振动的需要;软管弯曲处,弯曲半径要大于9倍软管外径,弯曲处到管接头的距离至少等于6倍软管外径;橡胶软管 不要在高温有腐蚀气体的环境中使用;如系统软管较多,应分别安装管夹加以固定或者用橡胶板隔开。
2.2.2 硬管管路的正确安装
硬管管路的安装应横平竖直,尽量减少转弯,并避免交叉;转弯处的半径应大于油管外径的3~5倍;长管道应用标准管夹固定牢固,以防振动和碰撞;管夹相互间距离应符合规定,对振动大的管路,管夹处应装减振垫;在管路与机件连接时,先固定好辅件接头,再固定管路,以防管路受扭,切不可强行安装。(广州长本)
2.3 正确使用维护,严禁污染液压系统
在日常维护工作中,不得随意踩踏、拉压管路,更不允许用金属工具敲打管路,以防出现机械损伤;对露天停放的液压机械或液压设备,应加盖蒙布,做好防尘、防雨雪工作,雨雪过后应及时进行除水、晾晒和除锈;要经常擦去管路表面的油污和尘土,防止管路腐蚀;油液添加和部件拆装时,要严把污染关口,防止将杂物、水分带入系统中。此外,一定要防止把有害的溶剂和液体洒在导管上。滚压管



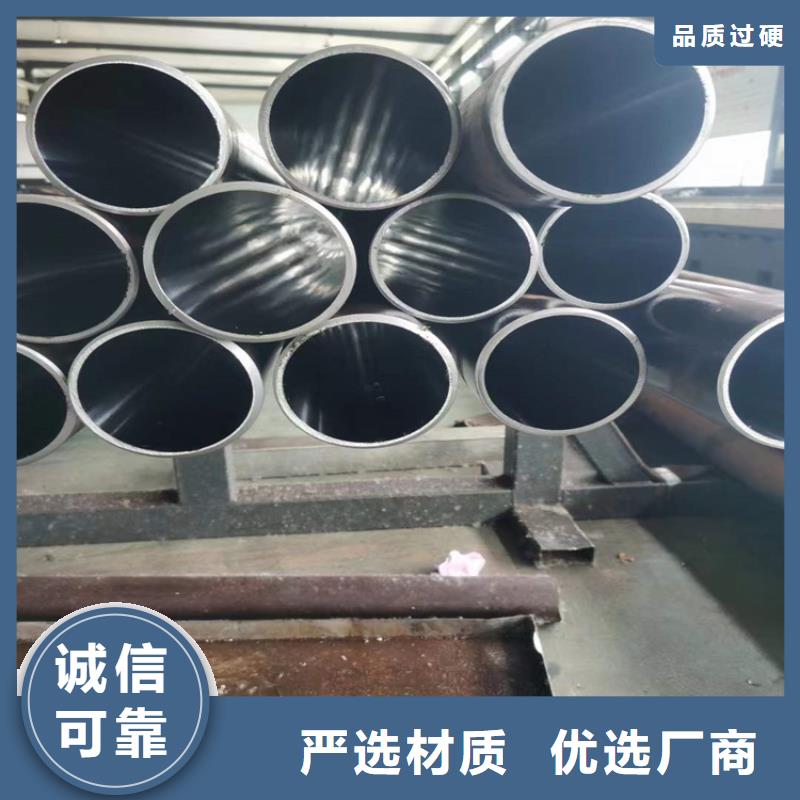
珩磨管油缸管绗磨管滚压管加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。


