

为了满足市场上对 数控钢筋网排焊机不同规格和工艺质量的需求。现每年自主研发或应客户需求开发设计推出多款 数控钢筋网排焊机新品。 “诚信、务实、创新、开拓”是公司的生存信念,凭着的产品和优质的服务,襄樊建贸钢筋笼绕筋机厂家与国内众多公司、政府单位建立了稳定的业务合作关系,获得客户的一致好评。 我们愿以高品质的 数控钢筋网排焊机产品、优惠的价格、快速周到的服务与您共同创造出更美好的明天!



12 根带对焊 将成盘的双金属带锯条裁剪成一定长度,然后将每根锯条的两侧焊接至一起,并将焊口退火、喷砂, 形成一圈锯条,称为根带。这样的根带可以马上安装至锯床上使用
13 重绕 为了使锯条的齿尖朝向所希望的方向,将成盘的锯条在重绕机上反向重新绕成盘状
14 前齿磨 将齿的切削面通过一次粗磨和一次精磨,使前端面高度光滑(Ra0.8),从而可以防止铁屑粘附造成火口
15 齿顶磨 从后角开始,将切削刃磨成高低不同,两侧圆角大小不一的各种形状的齿型,使齿型在切削过程中能够合理分配切削力,优化切削性能
16 涂油 在喷码的同时,在双金属带锯条表面涂上一层防锈油,防止带锯条在运输和储存时生锈
17 清洗 总共有两道清洗工序。 一道在焊接前, 主要目的是清洗掉焊接面的杂质,防止焊接时在焊缝形成夹杂、气孔等缺陷。另一道在淬火-回火之前,主要目的是清洗掉双金属带锯条表面的杂质、油污等,防止淬火时带锯条表面形成氧化、亮点、表面缺陷等
18 盘带包装 将经过所有工序的盘带锯条,经过在齿尖用嵌塑带保护后放入包装箱中



系统的模拟输入输出模块,使锯削过程的具有广泛的意义,如:锯床只要增加锯条变形的反馈,即可对锯削速度进行自适应调整。增加伺服阀,即可对锯削过程的速度和位置控制进行优化。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。由于系统采用标准PC,使锯削的网络化管理更便捷。


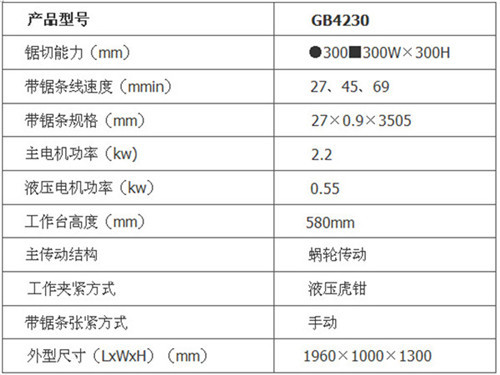
GB4250卧式带锯床主要技术参数:
产品型号 大锯削规格(mm) 锯带规格(mm) 主电机功率(KW) 液压电机功率(KW) 水泵电机功率(KW) 外形尺寸(mm) 锯床重量(KG) 锯带线速度m/min
GB4250 φ500□700×500 5450×41×1.3 5.5 1.5 1.25 2800×1800×1850 3100 25 /35 /45 /65 /75
TX611数显卧式镗床TX68数显卧式镗床Z3732B万向摇臂钻床X5032立式铣床 (原X52K)XK5032数控立式铣床)X7136床身铣床)X7150/X7150A床身铣床X6036卧式铣床X6136卧式铣床(0)X6132 铣床 (原X62W)X6140 铣床(原X63W)X6232 回转头铣床X6032卧式铣床X6332炮塔铣床X6336炮塔铣床)Z3032摇臂钻床(机械变速)Z3035摇臂钻床(机械变速)Z3040摇臂钻床(机械变速)Z3050摇臂钻床(机械变速)Z3050摇臂钻床(液压变速)Z3063摇臂钻床(液压变速)Z3080摇臂钻床(液压变速)GB4240卧式带锯床GB4235卧式带锯床GB4230卧式带锯床GB4228卧式带锯床ZX6350钻铣床ZX50C钻铣床ZX9550W/7550CW钻铣床Z5140B/Z5150B立式钻床



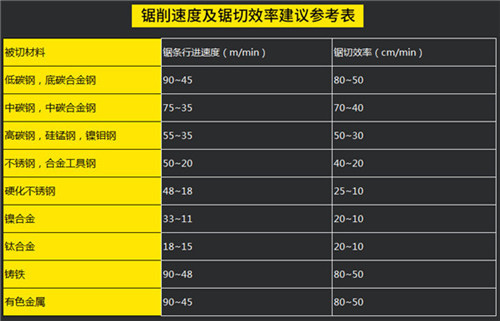
锯切参数
锯带速度:锯带速度由材料的种类、材料的宽度及锯带的拉力所决定。较硬的材料必须用较低的锯带速度;较小的宽度必须用较快的锯带速度。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。较硬的材料和较大宽度的材料要用较大的压力和进给速率;较软的材料和较小的宽度要用较小的压力和进给速率。
轮廓锯切:请根据您所需要锯切材料,选择最适合的锯条种类;再根据您所需要锯切材料的最小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。

