



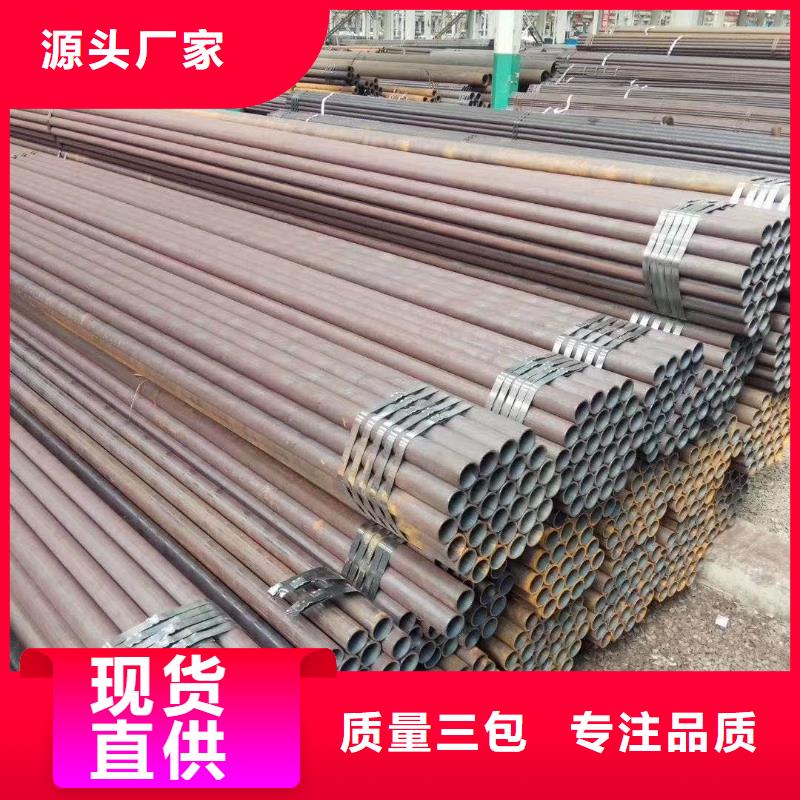


1。无缝钢管厂家的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。热轧无缝钢管分为普通钢管、中低压锅炉管、高压锅炉管、合金管、不锈钢管、石油裂解管、地质管等钢管。热轧钢管是在热轧或热处理中输送的。
热轧无缝钢管生产工艺:坯料稀释器;加热稀释器;穿孔稀释器;三辊横轧、连续轧制稀释器;汽提稀释器;定径稀释器;冷却稀释器;矫直稀释器;静水压试验稀释器;标记稀释器;储存、轧制无缝钢管的原材料 Pe 是圆管坯,管子胚需要用切割机切割,生长约 1 米。传送带被送到加热炉。管坯加热到炉内,加热到约 1200 摄氏度。加热管坯氢气燃料
气体或乙炔。炉内温度控制是一个关键问题,穿孔后必须对穿孔管进行穿孔。
普通冲孔机是锥形辊穿孔钢管穿孔机。该穿孔机生产效率高,产品质量好,穿孔直径扩大大,能穿孔多种钢材。穿孔后,管坯连续轧制三辊。挤压后,必须将管子取下以便上浆。定径机将锥形钻头高速旋转到钢胚中并钻孔以形成钢管(钢管内径由定径机钻头的外径长度来确定)。钢管固定后,进入冷态。
塔内通过喷水冷却,冷却后钢管拉直。矫直后,钢管通过输送带送入金属探伤器进行内部探伤。如果钢管内出现裂纹和气泡,就会检测到。经过质量检验后,钢管必须通过严格的手工选择来选择。经过钢管的质量检验,油漆数量、规格、生产批号等。起重机被吊进仓库。
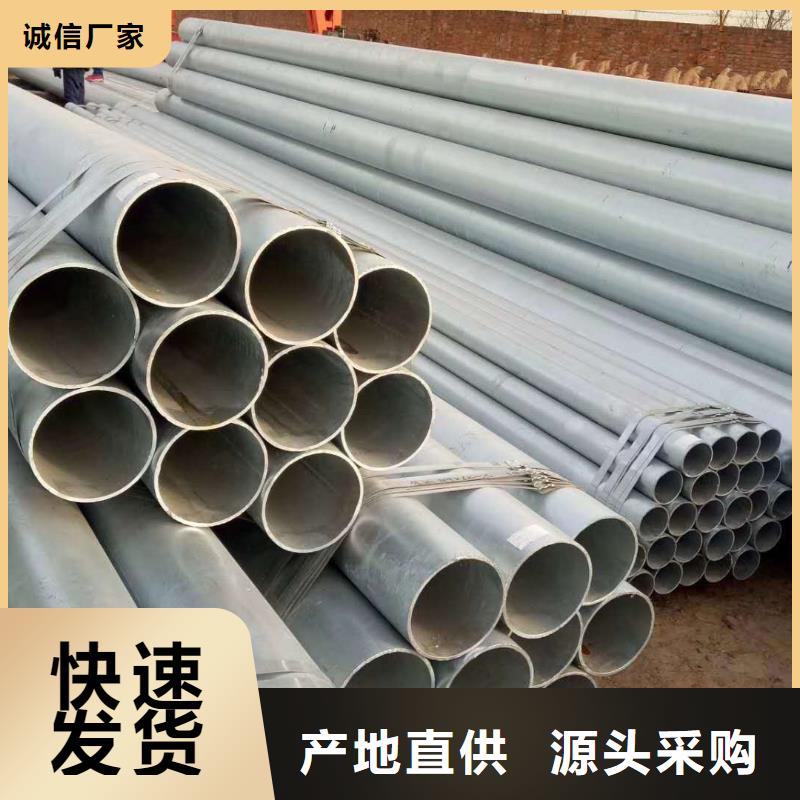
2。冷拔无缝钢管包括普通钢管、中低压锅炉管、高压锅炉管、合金钢管、不锈钢管、石油裂解管等钢管。还包括碳素薄壁钢管、合金薄壁钢管、不锈钢薄壁钢管和异形钢管。冷轧是在热处理中进行的。
冷拔无缝钢管生产工艺:方坯和稀有;加热和稀有;穿孔和稀有;头和稀有;退火和稀有;酸洗和稀有;油和稀有;多道次冷拔和稀有;方坯和稀有;热处理和稀有;矫直和稀有;水压试验 e. 冷拔无缝钢管的轧制方法比热轧复杂,前三步生产工艺基本相同。差异从第四个步骤开始。在圆坯空出来后,需要启动和退火。退火后,应使用特殊的酸。
尸体被腌制了。酸洗后,涂抹油。然后进行多次冷拔。热处理后,必须拉直。矫直后,钢管通过输送带送入金属探伤器进行内部探伤。如果在钢管中存在裂纹,也会选择气泡当量问题。
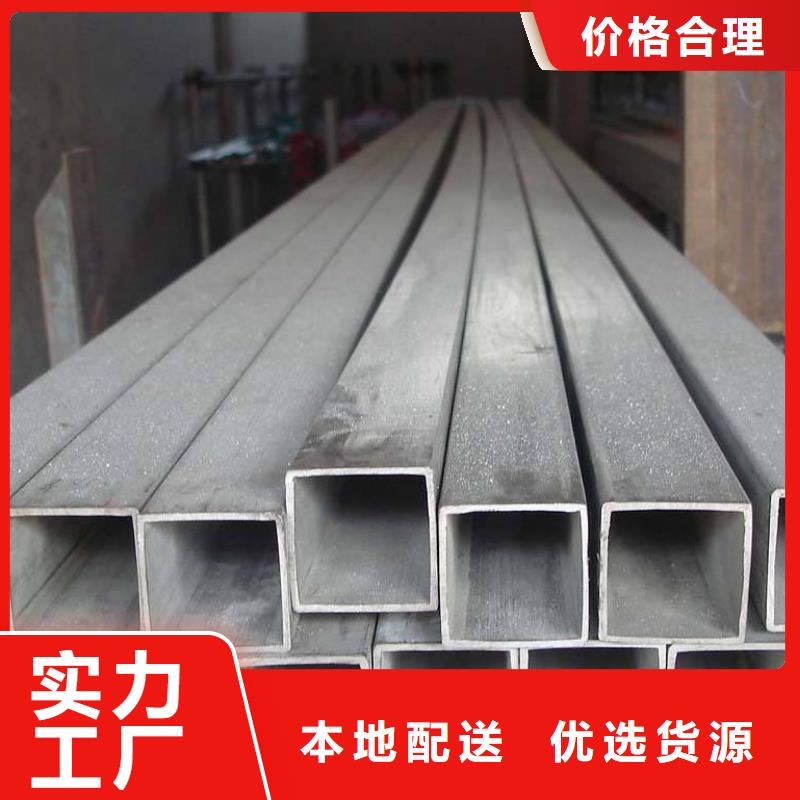
从外部看,冷拔无缝钢管的长度通常比无缝钢管短。厚壁无缝钢管根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。在壁厚方面,冷拔无缝管比热轧无缝管更均匀。热轧管精度低,表面粗糙。冷拔管精度高,表面粗糙度好



热轧无缝钢管优点:
可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
热轧无缝钢管缺点:
1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多;
2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。
3.热轧的钢材产品,对于厚度和边宽这方面不好控制。我们熟知热胀冷缩,由于开始的时候热轧出来即使是长度、厚度都达标, 冷却后还是会出现一定的负差,这种负差边宽越宽,厚度越厚表现的越明显。所以对于大号的钢材,对于钢材的边宽、厚度、长度,角度,以及边线都没法要求太精确



数十年来,日喀则鑫森通达无缝钢管始终引导 精密钢管制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 精密钢管部件已实现专业化、 规模化生产,绝大多数 精密钢管产品可以满足客户短时间交货的需要。



轴承专用无缝钢管使用性能要求标准
轴承无缝钢管又称高碳铬无缝钢管,含碳量Wc为1%左右,含铬量Wcr为0.5%-1.65%。轴承无缝钢管又分为高碳铬轴承无缝钢管、无铬轴承无缝钢管、渗碳轴承无缝钢管、不锈轴承无缝钢管、中高温轴承无缝钢管及防磁轴承无缝钢管六大类。
高碳铬轴承无缝钢管GCr15是世界上生产量 的轴承无缝钢管,含碳Wc为1%左右,含铬量Wcr为1.5%左右,从1901年诞生至今100多年来,主要成分基本没有改变,随着科学技术的进步,研究工作任在继续,产品质量不断提高,占世界轴承无缝钢管生产总量的80%以上。以至于轴承无缝钢管如果没有特殊的说明,那就是指GCr15。
轴承无缝钢管是用来制造滚珠、滚柱和轴承套圈的钢。轴承无缝钢管有高而均匀的硬度和耐磨性,以及高的弹性极限。对轴承无缝钢管的化学成分的均匀性、非金属夹杂物的含量和分布、碳化物的分布等要求都十分严格,是所有钢铁生产中要求最严格的钢种之一。、
为满足以上对动轴承的性能的要求,对轴承无缝钢管材料提出了以下一些基本的性能要求:
1)高的接触疲劳强度,
2)热处理后应具有高的硬度或能满足轴承使用性能要求的硬度,
3)高的耐磨性、低的摩擦系数,
4)高的弹性极限,
5)良好的冲击韧性和断裂韧性,
6)良好的尺寸稳定性,
7)良好的防锈性能,
8)良好的冷、热加工性能。



冷拔无缝钢管生产过程有无芯棒需要注意事
一、冷拔无缝钢管无芯棒拔制生产注意事项:(拔制时只用拔管模不必芯棒);
二、冷拔无缝钢管短芯棒拔制生产注意事项:(拔制时用拔管模及轴向固定的长度不大的短芯棒);
三、冷拔无缝钢管长芯棒拔制生产注意事项:(拔制时用拔管模及随所拔钢管一起移动的长度略大于管子长度的长芯棒);
四、冷拔无缝钢管游动芯棒拔制生产注意事项(拔制时用拔管模及不作轴向固定而能自行稳定地保持在变形区中的短芯棒)。其间前两种在出产上应用得尤其遍及;无芯棒拔制用来减小冷拔无缝钢管的外径;其他三种带芯棒的拔制首要用来紧缩无缝钢管的壁厚,一起也有必定的减径变形。
采购冷拔无缝钢管需要注意事项:
一、要尽可能到大型冷拔无缝钢管生产企业的经销部门或专卖店去购买,这些销售部门的冷拔无缝钢管由生产企业直供,冷拔无缝钢管质量较有保证;
二、要查看有无冷拔无缝钢管生产企业出具的产品质量证明书和实行生产许可证管理的编号;
三、要看冷拔无缝钢管表面质量和标志。冷拔无缝钢管应在其表面轧上牌号标志、厂名(或商标)和直径;
四、注意观察,冷拔无缝钢管的表面是不允许有裂纹、结疤和折叠等缺陷的,如果你选购的冷拔无缝钢管存在上述问题,务请留意。

