



精心打磨的产品视频已准备就绪,它将带您深入七孔梅花管用心做好细节的魅力世界,让您重新发现产品的无限可能。
以下是:七孔梅花管用心做好细节的图文介绍


并且有发泡现象。引起生产的产品自然增大的主要原因是温度过高,可降低温度,等到调节的温度达到所需的温度在重新挤出。而发泡这种现象的主要起因是原材料过于潮湿引起的,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。HD七孔梅花管生产过程中壁厚应该怎么控制?特别是非标产品的壁厚问题。HD七孔梅花管的壁厚一般是由主机速度和牵引速度来共同决定的。主机速度和牵引速度成反比,也就是主机速度快,牵引速度慢,这样厚度就越厚。而主机速度如果是固定值。那牵引速度越快,壁厚就越薄。在生产两端厚度比较厚,中间厚度比较薄的非标产品时,速度的设定可按照公式牵引速度=原来壁厚×原来的牵引速度/所要的厚度来设定即可。
PE梅花管生产过程中压力怎么设定?多少 ?HD七孔梅花管的生产过程中压力主要就是真空压力一般控制在0.3-0.4Mpa之间就可以了, 保持一定的水位。PE梅花管是一种内壁带有硅胶质固体润滑剂的新型复合管道,密封性能好,耐化学腐蚀,工程造价低,广泛运用于高速公路,铁路等的光电缆通网络系统。HD七孔梅花管是一种内壁带有硅胶质固体润滑剂的新型复合管道,简称硅管。由三台塑料挤出机同步挤压复合,主要原材料为高密度聚乙烯,芯层为摩擦系数 的固体润滑剂硅胶质。七孔梅花管广泛运用于光电缆通网络系统。PE梅花管的性能特点其内壁的硅芯层是固体的, 的润滑剂;其内壁的硅芯层是被同步挤压进高密度聚乙烯管道壁内。
且均匀地分布整个管道内壁,不会剥落,脱离,与硅管同寿命。七孔梅花管内壁的硅芯层与高密度聚乙烯具有相同的物理和机械特性;其内壁硅芯层的摩擦特性保持不变,缆线在管道内可反复抽取;其内壁的硅芯层不与水反应,意外后可用水冲洗管道。PE梅花管技术指标:外观质量外观颜色均匀一致;内外壁实体应平整、均匀、光滑,无塌陷、坑凹、孔洞、撕裂痕迹及杂质麻点等缺陷;截面无气泡、裂痕;内壁紧密熔结、无开脱现象;外壁上产品标识完整、清楚。PE梅花管材料和设备的规格、型号、材质、质量应符合设计及有关产品标准的规定。材料和设备必须是有生产许可证的专业制造厂生产,具有有效的质量证明文件,其质量应符合 现行有关标准的规定,不合格的产品不得使用。
PE梅花管生产过程中压力怎么设定?多少 ?HD七孔梅花管的生产过程中压力主要就是真空压力一般控制在0.3-0.4Mpa之间就可以了, 保持一定的水位。PE梅花管是一种内壁带有硅胶质固体润滑剂的新型复合管道,密封性能好,耐化学腐蚀,工程造价低,广泛运用于高速公路,铁路等的光电缆通网络系统。HD七孔梅花管是一种内壁带有硅胶质固体润滑剂的新型复合管道,简称硅管。由三台塑料挤出机同步挤压复合,主要原材料为高密度聚乙烯,芯层为摩擦系数 的固体润滑剂硅胶质。七孔梅花管广泛运用于光电缆通网络系统。PE梅花管的性能特点其内壁的硅芯层是固体的, 的润滑剂;其内壁的硅芯层是被同步挤压进高密度聚乙烯管道壁内。
且均匀地分布整个管道内壁,不会剥落,脱离,与硅管同寿命。七孔梅花管内壁的硅芯层与高密度聚乙烯具有相同的物理和机械特性;其内壁硅芯层的摩擦特性保持不变,缆线在管道内可反复抽取;其内壁的硅芯层不与水反应,意外后可用水冲洗管道。PE梅花管技术指标:外观质量外观颜色均匀一致;内外壁实体应平整、均匀、光滑,无塌陷、坑凹、孔洞、撕裂痕迹及杂质麻点等缺陷;截面无气泡、裂痕;内壁紧密熔结、无开脱现象;外壁上产品标识完整、清楚。PE梅花管材料和设备的规格、型号、材质、质量应符合设计及有关产品标准的规定。材料和设备必须是有生产许可证的专业制造厂生产,具有有效的质量证明文件,其质量应符合 现行有关标准的规定,不合格的产品不得使用。



青岛润星电力管材有限公司保证您买到的每一个 MPP电力管全新,采用先进的工艺和优质材料制造,并完全符合合同规定的质量、规格和性能要求,在我们提供技术成熟 MPP电力管产品的同时,我们也将提供优质的技术服务,我们充分发挥自身的优势,更好的为客户做好服务。



这样七孔梅花管才能发挥出其在基础建设中的作用。七孔梅花管在材料选择方面,生产PE梅花管的主料应使用符合 标准的高密度聚乙烯挤塑树脂,在保证符合本标准规定技术条件下,单色黑色管可以使用不超过10%的少量清洁的回聊,其他颜色的PE梅花管不得使用。七孔梅花管交工验收具体说明,用于PE梅花管铺设的管沟、宽度、弯曲度、沟底平整程度,需铺砂段细沙土的厚度,所铺设PE梅花管的规格、颜色、排列方式,接口安装,曲率半径、PE梅花管和其他管线、建筑物的隔距加固保护措施等隐蔽工程应采用随工验收。高密度聚乙烯(HDPE)硅芯塑料管具有其它同类塑料管道不可比拟的优越的化学及物理特性,在高速公路通和光缆干线的基础设施建设中。
一次性埋入超润滑PE梅花管,其穿缆工作不再受时间和条件的限制。这样,在电网的升级、增容或更换缆线时,不再需要动用大量人力物力挖掘,只要从管道中抽出原缆线,再穿入新缆线即可HD七孔梅花管厂家回填土、路面修复、标石标志、人(手)孔中PE梅花管的排列、余留长度、PE梅花管端口堵住保护等采用竣工验收。七孔梅花管-HD七孔梅花管厂家-PE梅花管厂家设计规定的其他验收项目。七孔梅花管竣工验收后要编制详实、完整、准确的竣工资料,内容包含开工、完工报告、竣工图纸、其他有关记录、隐蔽工程随工检查验收签证、验收等。对目前七孔梅花管管道的建设,在开工应制定统一的、且符合维护要求的施工工艺标准,使工程质量尽可能达到维护标准。
减少从施工到维护的过渡整修费用,节约投资。七孔梅花管的检验,由业主、监理、厂方、施工方组织进货检验,主要进行外观检验(盘号、添加色标号、外径、内径、管壁厚度、椭圆度、色彩鲜度、光滑度)、数量、保证资料,24小时气闭性能测试,做好质量记录和标识。为确保PE梅花管管道的整体施工质量,必要时根据供货情况,可与业主、监理、厂方协商对PE梅花管抽检,对所抽检PE梅花管盘长的1/2处作剪断性检验,因为有的PE梅花管在两个端头硅芯涂层均匀、厚度达标而在部分长度处硅芯涂层不均匀、厚度不达标。监理单位采取行之有效的工作方式,严格日常工作进度,多检查七孔梅花管-HD七孔梅花管厂家-PE梅花管厂家施工质量,尽早签证。
一次性埋入超润滑PE梅花管,其穿缆工作不再受时间和条件的限制。这样,在电网的升级、增容或更换缆线时,不再需要动用大量人力物力挖掘,只要从管道中抽出原缆线,再穿入新缆线即可HD七孔梅花管厂家回填土、路面修复、标石标志、人(手)孔中PE梅花管的排列、余留长度、PE梅花管端口堵住保护等采用竣工验收。七孔梅花管-HD七孔梅花管厂家-PE梅花管厂家设计规定的其他验收项目。七孔梅花管竣工验收后要编制详实、完整、准确的竣工资料,内容包含开工、完工报告、竣工图纸、其他有关记录、隐蔽工程随工检查验收签证、验收等。对目前七孔梅花管管道的建设,在开工应制定统一的、且符合维护要求的施工工艺标准,使工程质量尽可能达到维护标准。
减少从施工到维护的过渡整修费用,节约投资。七孔梅花管的检验,由业主、监理、厂方、施工方组织进货检验,主要进行外观检验(盘号、添加色标号、外径、内径、管壁厚度、椭圆度、色彩鲜度、光滑度)、数量、保证资料,24小时气闭性能测试,做好质量记录和标识。为确保PE梅花管管道的整体施工质量,必要时根据供货情况,可与业主、监理、厂方协商对PE梅花管抽检,对所抽检PE梅花管盘长的1/2处作剪断性检验,因为有的PE梅花管在两个端头硅芯涂层均匀、厚度达标而在部分长度处硅芯涂层不均匀、厚度不达标。监理单位采取行之有效的工作方式,严格日常工作进度,多检查七孔梅花管-HD七孔梅花管厂家-PE梅花管厂家施工质量,尽早签证。


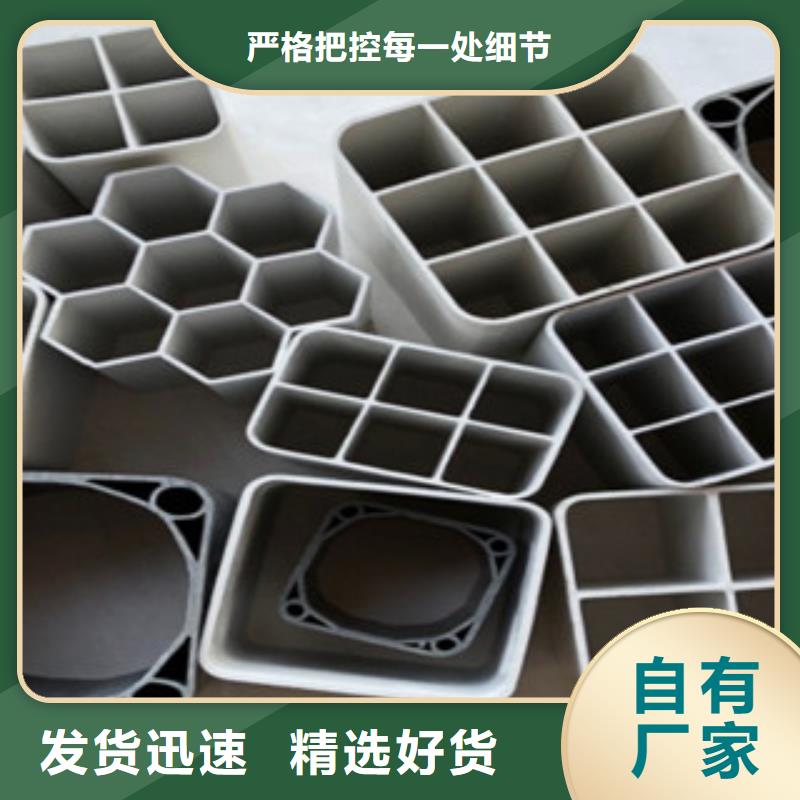
三台挤出机对挤出原料的塑化工艺温度也就各有不同。PE梅花管外层和色标线用料是高密度聚乙烯,挤塑这两种原料的挤出机机筒各段温度控制与普通高密度聚乙烯管的挤出工艺温度控制相同。聚乙烯PE梅花管的内衬管由于HDPE树脂掺有硅烷类润滑剂,则其挤出机机简各段工艺温度的控制赂有差别。机简的加料段温度100一125℃,塑化段为135—160℃,均化段温度为170一185℃。成型硅芯复合管用模具温度175—190℃。PE梅花管敷设前应确定PE梅花管的排列顺序,以PE梅花管的色谱来区分,防止多根PE梅花管同时敷设出现交叉。七孔梅花管布放排列色谱全程应保持一致。铺设PE梅花管的弯曲半径宜大于1米,小弯曲半径应不小于PE梅花管外径的10倍。
PE梅花管在沟底摆放一定要平直,无明显连续多处的上下起伏及左右弯曲。PE梅花管进出人孔可直接通过,如需在人孔内将硅管断开,硅管必须长出人孔墙壁30cm以上,硅管排列间隙应大于3cm,以方便将来吹缆机械与PE梅花管的连接。七孔梅花管在敷设前必须检查外观是否完好,管塞有无脱落。PE梅花管的端口必须密封,以免泥土等杂物进入管内。PE梅花管连接处需保证有足够的重叠余量。人(手)孔内的PE梅花管应固定在托架上,以便有足够的空间让施工人员操作。七孔梅花管在一个段长内不应有接头。如因需要必须接头时,应尽量将接头安排在人(手)孔内;如因意外原因必须接头时,在接头处应设立明显标志,并在竣工图上标明该接头属于哪一根硅管和确切的位置。
必要时可采用三角定标法标注。在处理接头时,接口处两端管口的断面必须保持平直、刺,并采用专用的配套密封接头件进行接续。七孔梅花管生产过程中挤出不顺畅,产品表面看起来不光滑。引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。七孔梅花管正常的生产过程中发现生产的产品表面有滑痕。HD七孔梅花管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。PE梅花管生产过程中产品自然增大。
PE梅花管在沟底摆放一定要平直,无明显连续多处的上下起伏及左右弯曲。PE梅花管进出人孔可直接通过,如需在人孔内将硅管断开,硅管必须长出人孔墙壁30cm以上,硅管排列间隙应大于3cm,以方便将来吹缆机械与PE梅花管的连接。七孔梅花管在敷设前必须检查外观是否完好,管塞有无脱落。PE梅花管的端口必须密封,以免泥土等杂物进入管内。PE梅花管连接处需保证有足够的重叠余量。人(手)孔内的PE梅花管应固定在托架上,以便有足够的空间让施工人员操作。七孔梅花管在一个段长内不应有接头。如因需要必须接头时,应尽量将接头安排在人(手)孔内;如因意外原因必须接头时,在接头处应设立明显标志,并在竣工图上标明该接头属于哪一根硅管和确切的位置。
必要时可采用三角定标法标注。在处理接头时,接口处两端管口的断面必须保持平直、刺,并采用专用的配套密封接头件进行接续。七孔梅花管生产过程中挤出不顺畅,产品表面看起来不光滑。引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。七孔梅花管正常的生产过程中发现生产的产品表面有滑痕。HD七孔梅花管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。PE梅花管生产过程中产品自然增大。



