




通过展示用户在不同环境下使用球墨铸铁管配件DN500球墨铸管满足多种行业需求产品的场景,视频充分证明了产品的适应性和稳定性,为您提供了有力的购买依据。
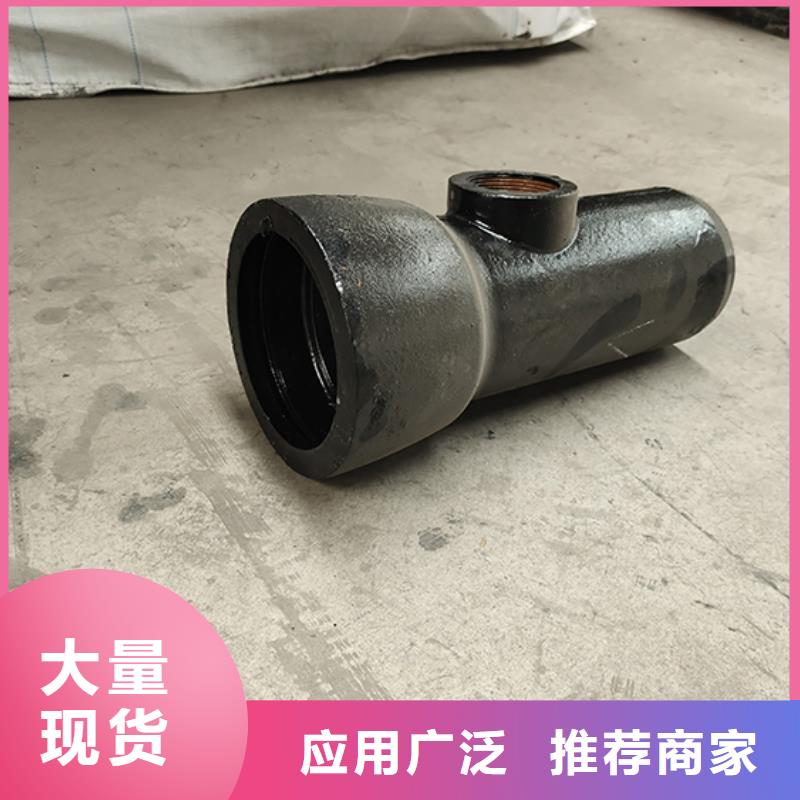
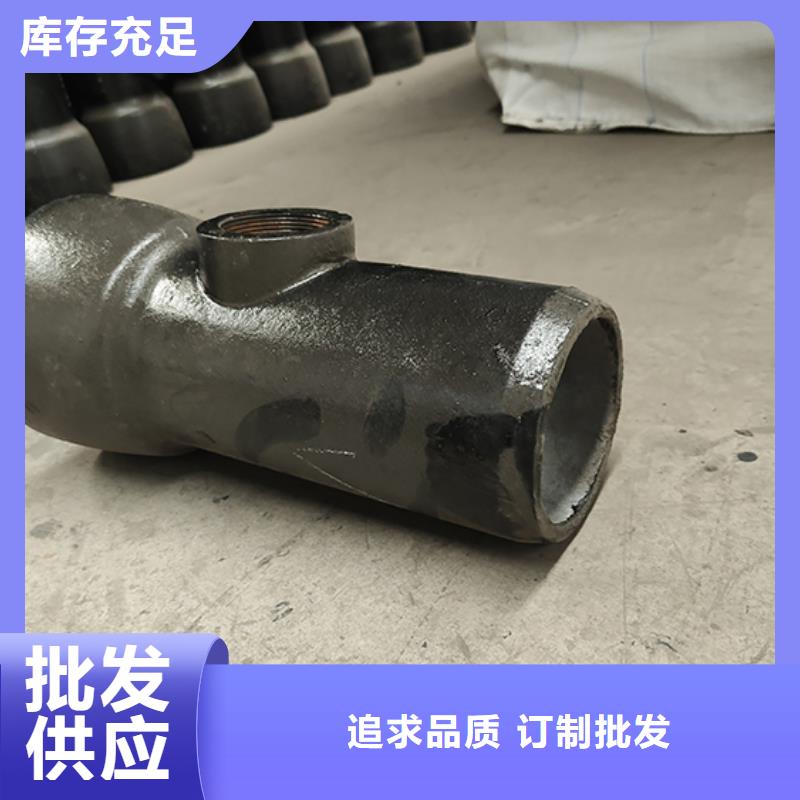
以下是:球墨铸铁管配件DN500球墨铸管满足多种行业需求的图文介绍

北京球墨铸铁管配件
鑫福兴管业有限公司
影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。


厂家实力
多年北京球墨铸铁管配件行业经验源头工厂只为您提供更优质的产品

优选原材
北京球墨铸铁管配件材料严格筛选确保品质出厂经过多层质检

按需定制
北京球墨铸铁管配件款式多样一站式采购多年贴心售后
北京球墨铸铁管配件的图文介绍
技术支持质检严格

北京鑫福兴管业有限公司可以根据客户的 球墨铸铁管配件产品特性,设计客户专属的 球墨铸铁管配件产品规格,以降低客户的材料成本、提高生产效率。 公司宗旨:专业订制,为客户节省材料成本、节省加工时间、节省人力成本,进而降低产品成本,提高竞争力! 质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。

产品案例图
PRODUCT REAL SHOT DISPLAY






鑫福兴管业有限公司

