




想知道直缝厚壁焊管在线咨询产品为何如此受欢迎?观看视频,答案自在其中。
以下是:直缝厚壁焊管在线咨询的图文介绍
鹏鑫钢铁有限公司(广元分公司)是 无缝钢管产品专业生产加工的公司,拥有完整、科学的质量管理体系。
鹏鑫钢铁有限公司(广元分公司)的诚信、实力和 无缝钢管产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。



焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。



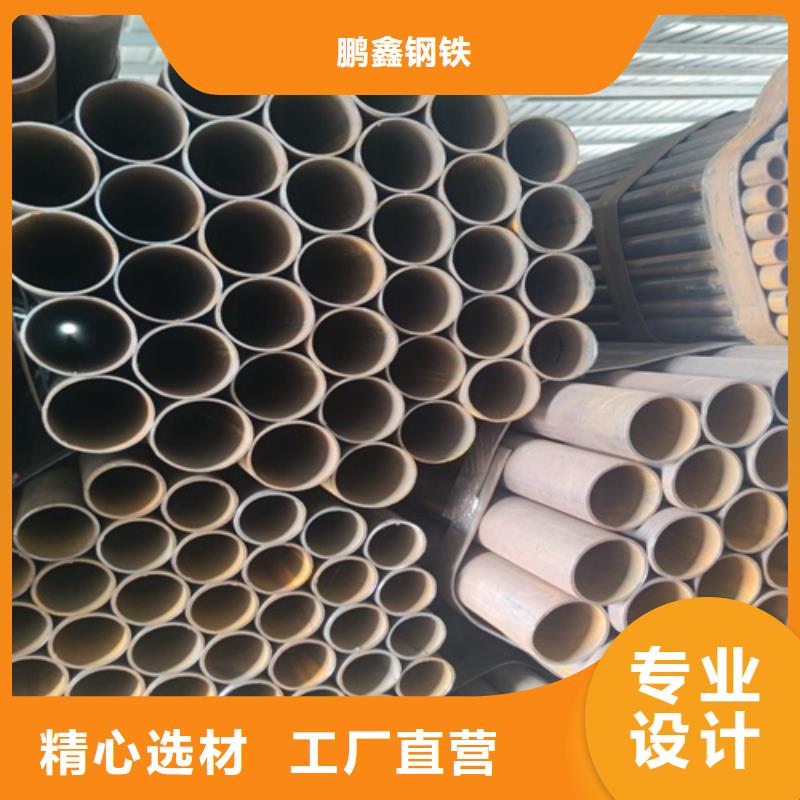
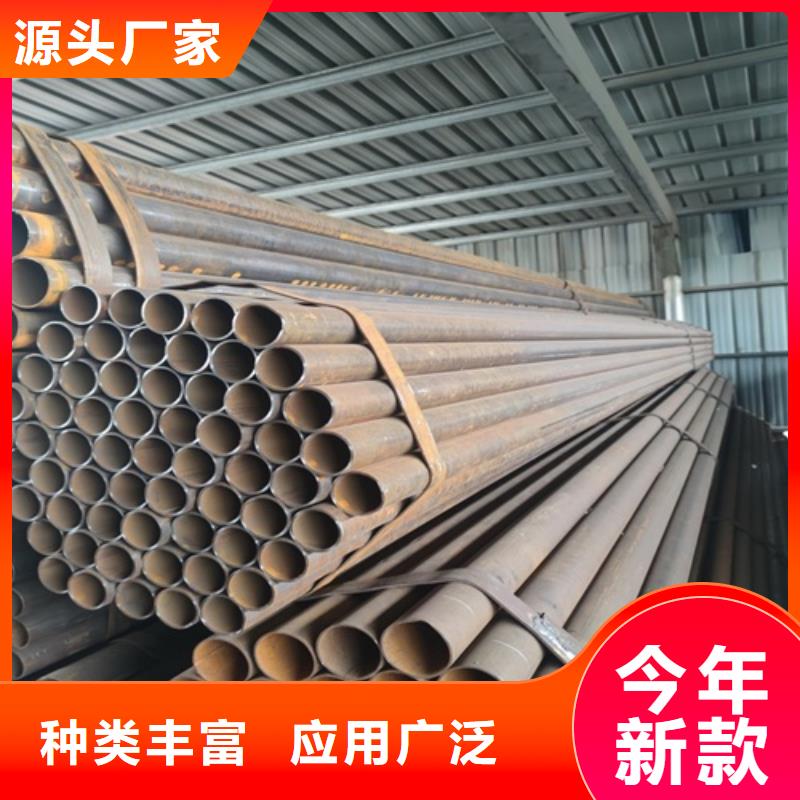
小口径薄壁焊管也称小口径焊接钢管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。小口径薄壁焊管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,小口径薄壁焊管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 小口径薄壁焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 小口径薄壁焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 补充:小口径薄壁焊管是用带钢焊接的,所以在原来它的地位没无缝管高。



焊管就是焊接钢管的简称,是指将钢板卷曲成圆管或方管,经过焊接形成的钢管。广泛应用于水利枢纽、市政排水、自来水输送等工程。 在实际生产和应用中通常将焊管按焊接方式分为直缝焊管和螺旋焊管两种。 直缝焊管:通常为公称直径为DN15(4分管)-DN150(6寸管)的中小口径规格的焊管。直缝焊接工艺要比螺旋焊接工艺简单,焊接成本低,效率高,缺点是焊缝在同一直线上,抗压强度低,故直缝焊只适合生产中小口径的焊管使用。 螺旋焊管:通常为公称直径为DN200(8寸管)-DN600(24寸管)的大口径规格的焊管。螺旋焊接工艺可以用相同宽度的钢板生产不同管径的焊管,缺点是工艺复杂,相同长度的焊管螺旋焊焊缝比直焊缝长得多,造成生产成本高,生产效率低,故螺旋焊常用于大口径焊管的生产,同时螺旋的焊缝具有更高的抗压强度,保证了大口径焊管的抗压能力。 焊管的计量方式一般为过磅和理计两种,过磅即通过磅秤实际称重,理计则是按照理论公式计算得到重量,公式为:“米重(千克)=(外径mm-壁厚mm)*壁厚mm*0.02466”。
