





想要更直观地感受Q235材质钢板立柱切割,不锈钢复合管护栏批发价格产地源头好货产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:Q235材质钢板立柱切割,不锈钢复合管护栏批发价格产地源头好货的图文介绍


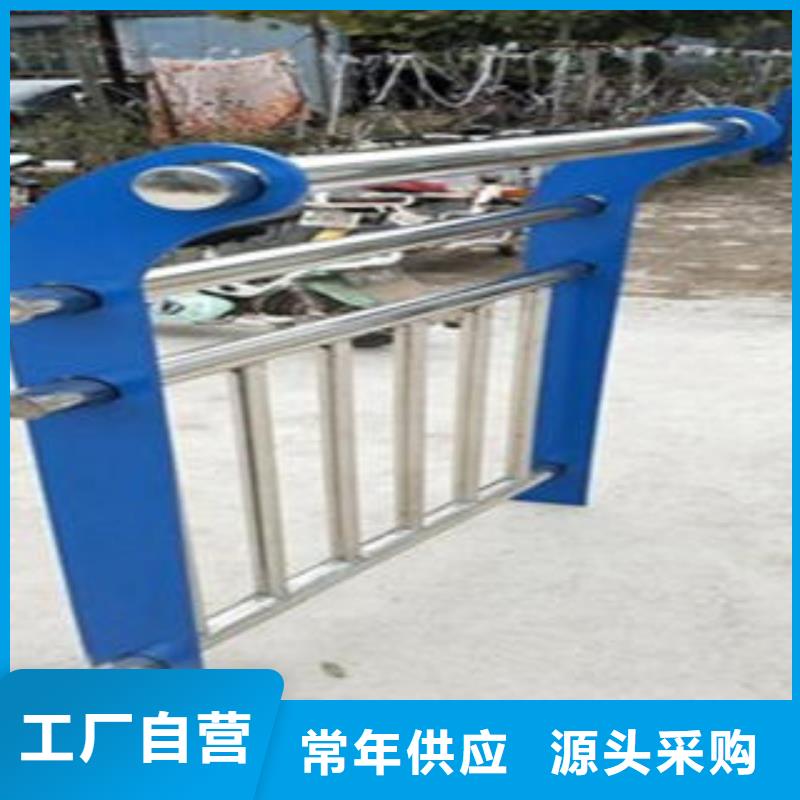
钢板立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。其它如使用矫直机进行矫直,变更机架间距,采用托辊,调整各架次的轧辊间隙等措施均可减小或纵向弯曲。需要注意的是,通过调整各架次的轧辊间隙来减轻纵向弯曲需要有熟练的技术才行。



钢板立柱主要用于室外,长期受到日晒雨淋及风吹的影响,所以钢板立柱的使用寿命很重要,我们常常看到路边有钢板立柱可以起到很好的防护作用,同时也能起到很好的观赏作用。1、喷塑钢板立柱:它是将塑料粉末喷涂在零件上的一种表面处理方法,其工作原理在于将塑料粉末通过高压静电设备充电,在电场的作用下,将涂料喷涂到工件的表面,粉末会被均匀地吸附在工件表面,形成粉状的涂层;而粉状涂层经过高温烘烤后流平固化,塑料颗粒会融化成一层致密的效果各异的保护涂层;牢牢附着在工件表面。浸塑钢板立柱:它是将钢板立柱黑件加温到300度左右,然后再将其放入浸塑粉槽中使得浸塑粉附着到钢板立柱表面,然后再进行低温溜平处理,增强其表面的平整性光滑性。镀锌钢板立柱:主要分为冷镀锌和热镀锌,就是将钢板立柱表面先进行酸洗处理,去除表面原有的绣渍,然后再放入锌液中,发生化学反应使得钢板立柱表面形成一层锌层。这种处理在郊区环境下,标准的热鍍锌防锈的厚度,可保持50年以上不必修补;在市区或者近海的区域,标准的热镀锌防锈层则可保持20年而不必修补。

弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。钢板立柱压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。钢板立柱厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。钢板立柱针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。


京式道路护栏则是采用16的圆钢,其底部则采用63*48的u型钢,也有采用20*40的方管作为底部横管,也有将其全部封闭的,样式也很漂亮。铁艺道路护栏,使用各种方式制作出各种形式的护栏,美观、欣赏价值高,有很大的创意性。 道路广告牌是与道路护栏相互接替使用的,一般则是在中间焊上铁板,用于书写广告或是文明寄语。插拔式护栏这种道路护栏形式主要是将护栏的立柱分为两个部分,然后通过一个螺栓将上下两部分贯穿连接起来,那么这种道路护栏的设计主要有强度高,通透性好,易维修等优点。移动道路护栏这种护栏常用的应该是在公路或者道路上临时搭建用的比较多,优点就是比较方便。道路中心护栏的样式比较多,常见的也就类似于这几种,如有特殊规格样式,来样可进行加工制作。



鑫润通不锈钢制品(黄石市分公司)拥有一支 不锈钢复合管护栏批发价格高素质研发团队,良好的工程师,可根据客户的要求设计 不锈钢复合管护栏批发价格。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 不锈钢复合管护栏批发价格,整条生产线质量层层把关,严格的产品测试。



由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预冲孔后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。需要较多的成型道次。在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变;在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对型材进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。



