


酸洗磷化无缝钢管轴承钢管真实拍摄品质可靠的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:酸洗磷化无缝钢管轴承钢管真实拍摄品质可靠的图文介绍


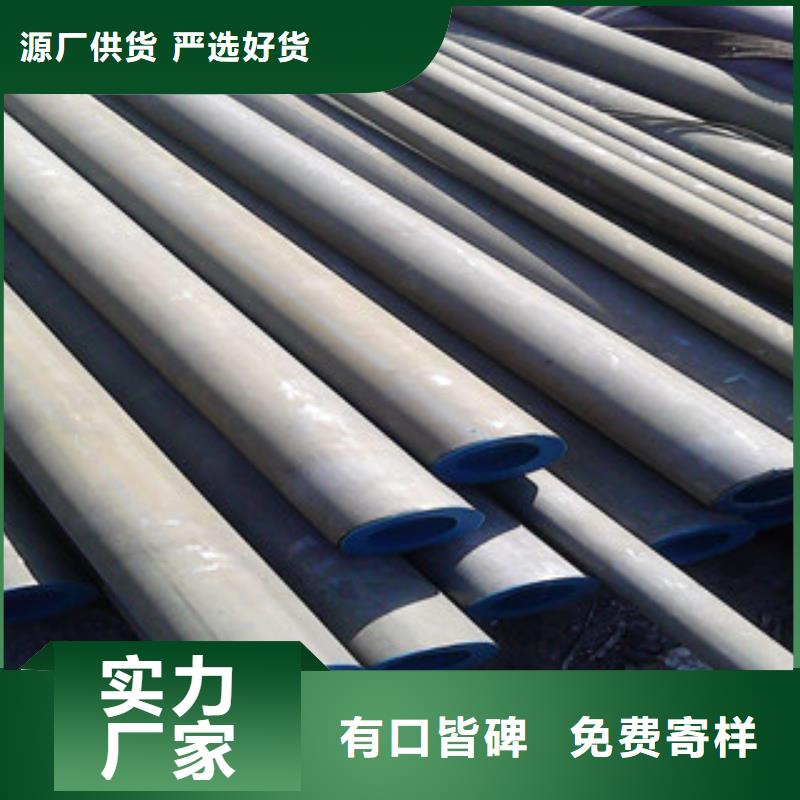
酸洗磷化工艺流程:一般情况下,磷化处理要求工件表面应是洁净 的金属表面(二合一、三合一、四合一例外)。工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理。
特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。



浩融金属制品厂(牡丹江市分公司)是一家专业(黑龙江牡丹江) 本地 精密无缝钢管的生产制造、销售、物流,国际贸易为一体的综合企业。公司可定做各种(黑龙江牡丹江) 本地 精密无缝钢管。常备库存充足,公司目前拥有二十余条国内先进(黑龙江牡丹江) 本地 精密无缝钢管生产线,生产工艺先进,技术力量雄厚,检测手段齐全,产品质量优良,在行业中享有良好的声誉和知名度。



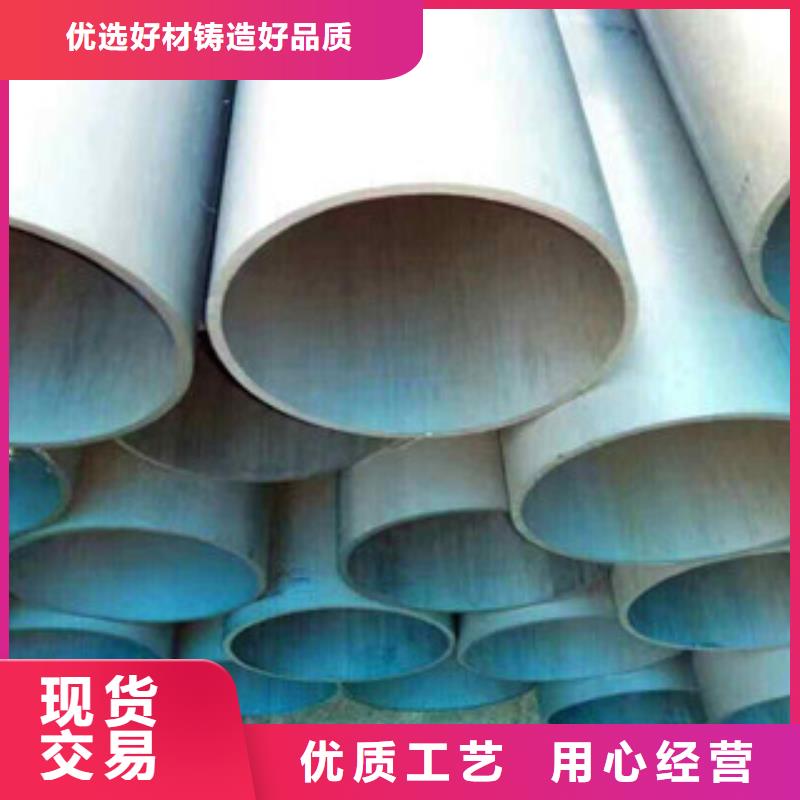
在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。 一般原则是:涂漆前打底磷化、快速低温磷化需要表调。
如果工件在进入磷化槽时,已经二次生锈, 采用酸性表调,但酸性表调只适合于≥50℃的中温磷化。一般中温锌钙系磷化不表调也行。 磷化前预处理工艺是: 除油脂--水洗--酸洗--水洗--中和--表调--磷化 除油除锈\"二合一\"--水洗--中和--表调--磷化 除油脂--水洗--表调--磷化 中和一般就是0.2%~1.0%纯碱水溶液。在有些工艺中对重油脂工件,还增加预除油脂工序。



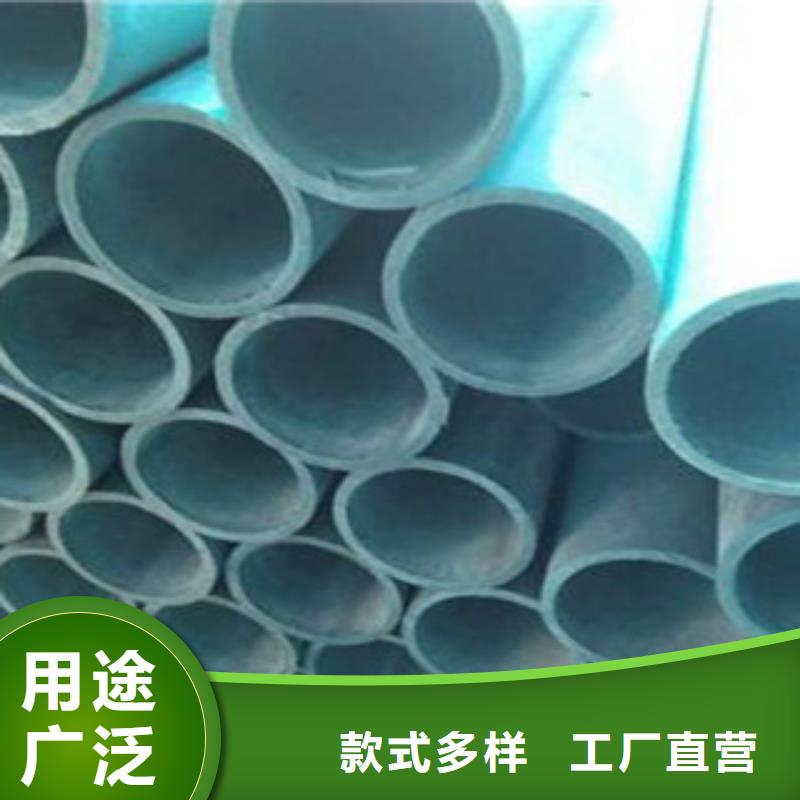
酸洗除锈、除氧化皮的方法是工业领域应用*为广泛的方法。利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗中使用*为常见的是盐酸、硫酸、磷酸。由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45℃,使用浓度10% ~45%,还应加入适量的酸雾抑制剂为宜。硫酸在低温下的酸洗速度很慢,宜在中温使用,温度50~80℃,使用浓度10%~25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有少会有Cl-、SO42-残留),比较,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10% ~40%,处理温度可常温到80℃。在酸洗工艺中,采用混合酸也是非常有效的方法,如盐酸-硫酸混合酸,磷酸-柠檬酸混合酸。

