您的位置>首页 >广东当地产品News >
H形管定尺定做电力工程项目
发布时间: 2024-09-20 04:04:18 浏览次数:2
以下是:H形管定尺定做电力工程项目的产品参数
| 产品参数 |
|---|
| 产品价格 | 4800元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
|---|
| 产品品牌 | 乐道 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 无锡 |
|---|
| 产品产地 | 无锡 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
|---|
| 适用领域 | 工业输送管道以及机械结构部件 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 456 |
|---|
| 工作温度 | 560 |
|---|
| 生产工艺 | 冷拔 |
|---|
| 交货状态 | 冷轧或退火(根据客户用途) |
|---|
| 执行标准 | GB/T3094 |
|---|
以下是:H形管定尺定做电力工程项目的图文视频
导读 在广东省采买H形管定尺定做电力工程项目到广东省乐道精密钢管厂家有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-13961857377,QQ:252372346,地址:《无锡国联金属市场168号发货到广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市》。 广东省 广东省,简称“粤”,中华人民共和国省级行政区,省会广州市。因古地名广信之东,故名“广东”。位于南岭以南,南海之滨,与香港、澳门、广西、湖南、江西及福建接壤,与海南省隔海相望,土地总面积17.98万平方千米。截至2022年10月,广东省下辖21个地级市、65个市辖区、20个县级市、34个县、3个自治县。2022年末,广东省常住人口12656.80万人,城镇化率74.79%。
想要了解我们的H形管定尺定做电力工程项目产品吗?别错过这个产品视频。它将通过生动的画面和详细的解说,让您对产品有更深入的了解。
以下是:H形管定尺定做电力工程项目的图文介绍
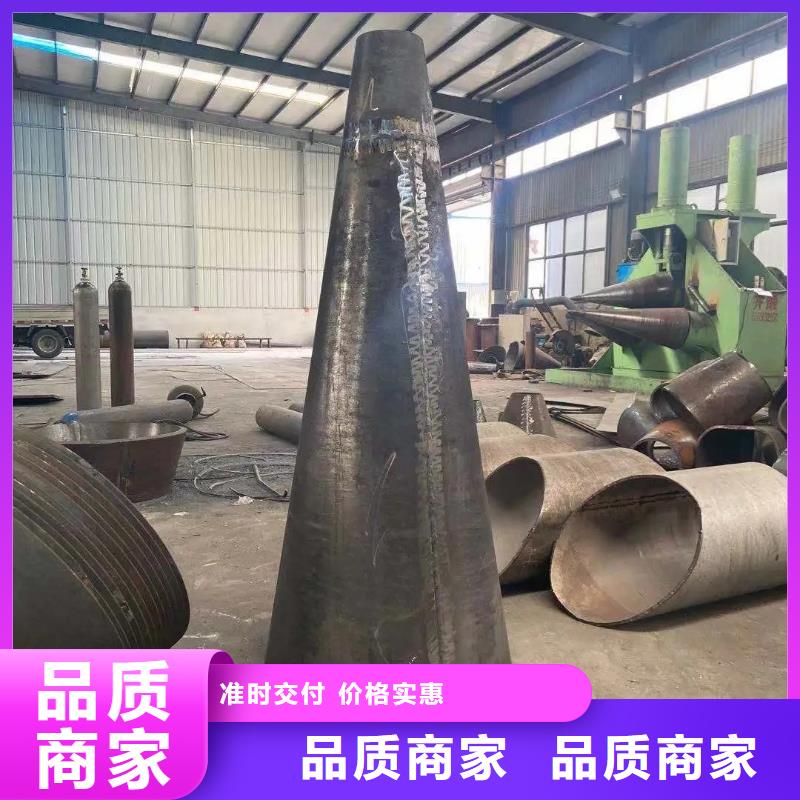
广东T型管的详细介绍
自产自销 工厂价格

异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
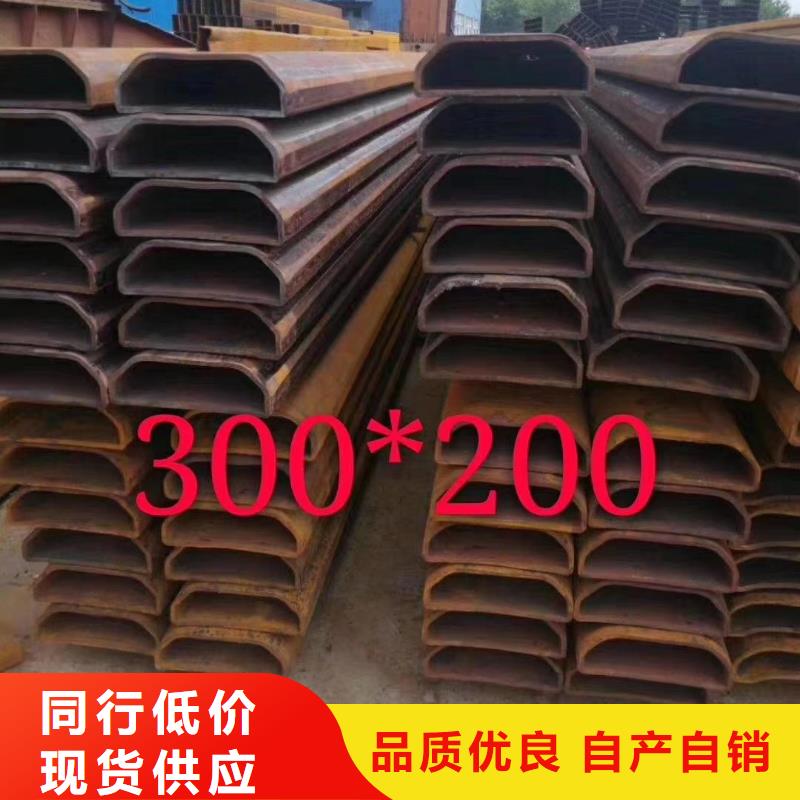
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
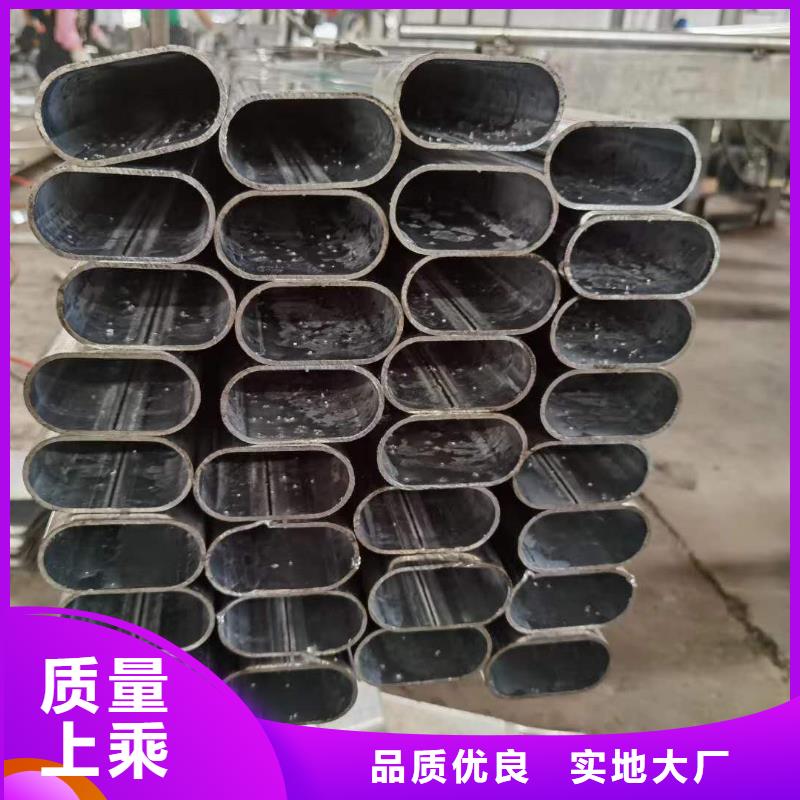
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。

实力优品
拒绝差价
货源报价
诚信经营
品质保障
甄选好物
总结 选购H形管定尺定做电力工程项目来广东省找广东省乐道精密钢管厂家有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-13961857377,{QQ:252372346},地址:国联金属市场168号。