




准备好领略【橡胶止水带球铰支座可定制有保障】产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:【橡胶止水带球铰支座可定制有保障】的图文介绍

厂家直销, 球型(形)钢支座价格更加合理。让客户满意是我们的宗旨。我们公司愿与各界朋友建立和发展经济贸易合作关系。




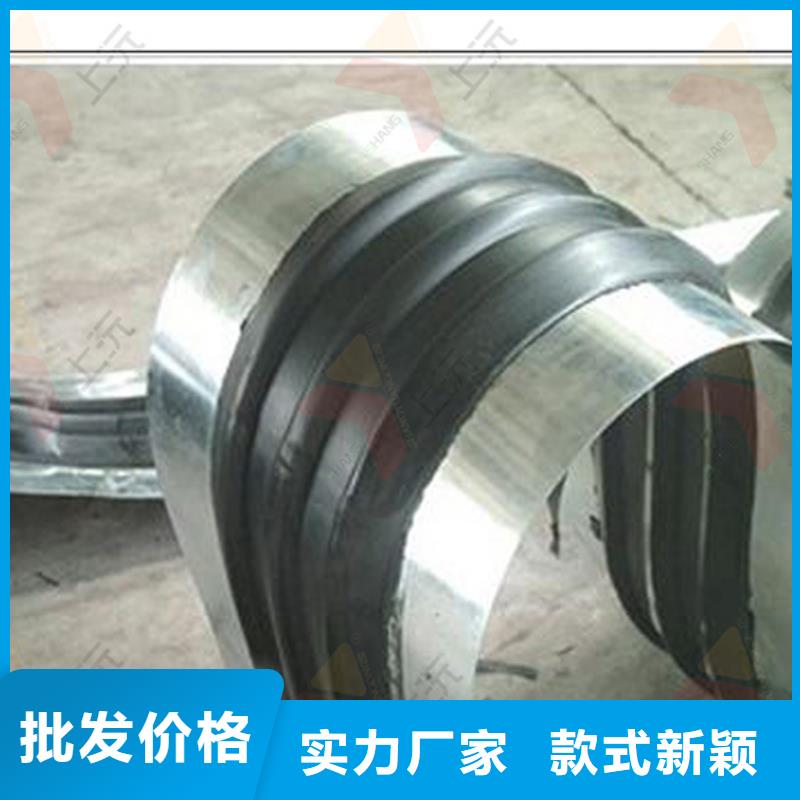
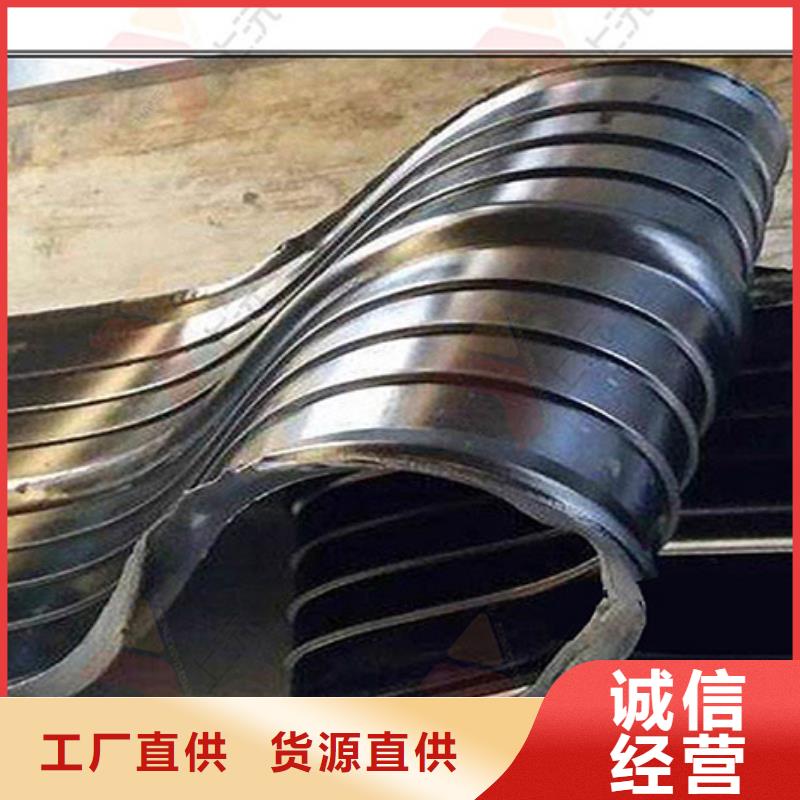
一般来说,混凝土和橡胶的粘附力较差,在常规施工中,又因橡胶是柔软弹性体,使混凝土在浇筑时不易被捣实,故在混凝土接缝膨胀,扯离、扭转时会经常出现橡胶止水带松动和脱落,以致在水头压力较高情况下会产生渗漏现象。对于变形缝大的接缝来说,问题就更为突出。采用镀锌钢边橡胶复合式止水带,基本上可以克服纯橡胶桥式止水带的这些不足。而且这种复合式止水带还具有双重功能,即一方面可以延长途径,延缓渗水速度,另一方面镀锌钢边和混凝土有着良好的粘附性,使止水带能承受较大的拉力和扭力,从而保证橡胶止水带的混凝土中的有效变形范围内不会产生松动和脱落现象,提高止水效果。钢边橡胶止水带选用镀锌钢边;橡胶:通常选用天然橡胶、氯丁橡胶、三元乙丙橡胶等。




在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。

