





想了解我们的兴隆紫铜止水推荐厂家产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内全面了解产品的精髓。
以下是:兴隆紫铜止水推荐厂家的图文介绍

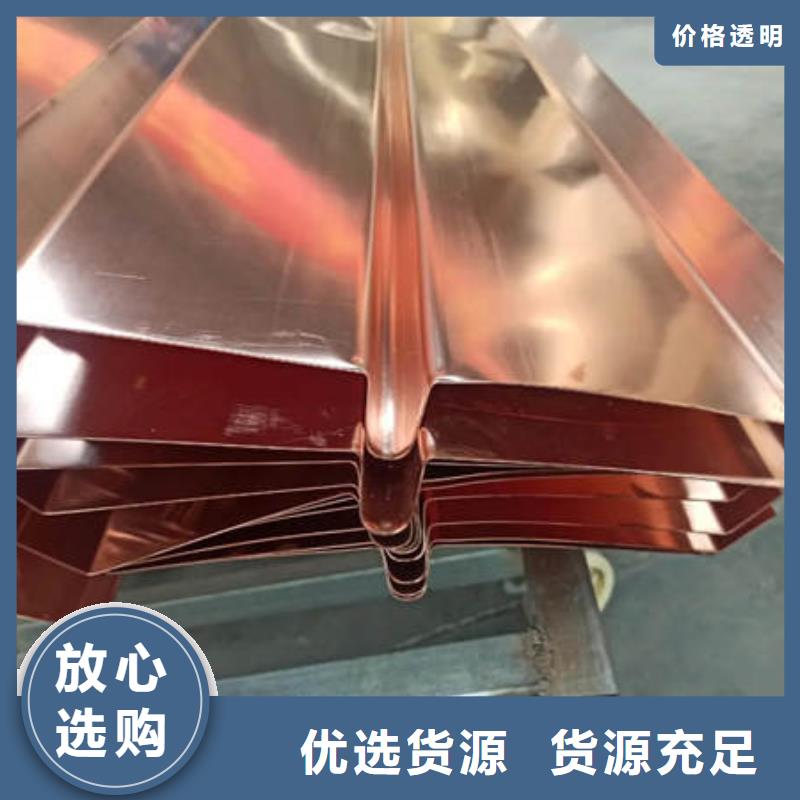
1.退火:为便于加工、焊接,铜片在使用前先进行退火处理。退火后延伸率将增加10~40%。2.成型:在自制模具上用千斤顶静压成型。3.焊接:在现场采用氧焊接长,焊接质量满足施工图纸要求。按照规范要求,搭接长度应不小于2cm,且应为双面焊接(包括“鼻子”部分)。4.伸缩段隔离剂:为了能使铜片止水的伸缩段即“鼻子”部分能自由伸屈,本身又不受损伤,按设计要求在U型槽内填平沥青麻丝。5.安装:紫铜止水片安装位置准确,紫铜止水片底部距离止水基座设计建基面10cm,其鼻子中心线与接缝中心线偏差为±5mm。6.检查:焊接接头表面应光滑,无砂眼或裂纹,不渗水。在现场焊接的接头,应逐个进行外观质量和渗透检测合格。止水铜片


热轧是加工的首道工序,也是表面质量控制的关键工序。在加热阶段,炉内气氛、温度、加热时间及接触炉底的质量均对带坯质量有明显影响。加热、热轧工序造成的表面缺陷也较为严重,主要表现在加热延时造成氧化皮偏厚、炉底氧化渣压入铸锭及热轧爆皮效果差等;铣面工序如果铣不净、漏铣、刀花大等,都会直接引起带材表面出现起皮、掉渣和孔洞等现象。止水铜片 控制炉内气氛、严格执行加热工艺、定期检查和及时维护炉底,是减少铸锭严重氧化、氧化渣压入及晶粒粗大的关键.在铣面时,铣刀刀片质量、一致性、铣刀的振动以及减少铣屑压入等都是铣面质量的关键,同时严格铣面工艺,控制铣削速度以解决刀花大等问题.对局部未洗净的氧化坑等在轧制时应进行打磨修理,以带坯整体质量.另外对铣面的带材应重视卷取质量,防止层间存在间隙,在吊运等过程中会因层间错动造成表面划伤,表面质量留下隐患.也可以采用层间衬纸或其他耐磨柔性材料(如蛇皮布、无纺布等)的方式减少层间擦划伤,层间滑动对带坯表面的损伤。



承德晶凯工程材料 紫铜止水产品用户覆盖全国,远销东北三省、内蒙、甘肃、云南、贵州、四川、两广等地区,在周边省份市场占有率达到60%以上,受到用户的好评。公司产品在国内 紫铜止水市场占有重要地位。公司贯彻“与时俱进、开拓进取、脚踏实地、勇攀新高”的企业方针,围绕“做精做大做强”的思路,在未来三年时间内,朝着1000w销售目标而奋斗。



抗腐蚀能力强;强度高,能承受较大变形;外观轮廓清晰,无裂纹、压折、凹坑。 适用于各类水工建筑的基础止水、坝身止水、坝顶止水、廊道止水,以及坝体内孔洞止水、厂房止水、溢流面下横缝止水等,是防止疏漏的理想产品。止水铜片 长久以来国内水利水电工程中设计采用的止水带主要材质有四种,即纯铜片(紫铜)、不锈钢片、橡胶、塑料等。其中纯铜因其耐化学浸蚀、适应变形、强度高等优良特性,是工程中重要止水部位的选取材料。 长久以来国内水利水电工程中设计采用的止水带主要材质有四种,即纯铜片(紫铜)、不锈钢片、橡胶、塑料等。其中纯铜因其耐化学浸蚀、适应变形、强度高等优良特性,是工程中重要止水部位的选取材料。



