



为了给您提供更的伊川32新标准(47.5*70)套筒产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:伊川32新标准(47.5*70)套筒的图文介绍
洛阳云海旭金属材料有限公司的产品以合理的价格,【套筒】产品质量及优良的售后服务,深受客户欢迎。【套筒】价格合理,欢迎来电洽谈订购 。
我们的宗旨:人有我优。
经营理念: 让利多销,培养忠实客户群体。
经营宗旨: 售前当好参谋,售后搞好服务。
质量目标: 不断完善自我,满足客户需求。
套筒")

套筒")
套筒")
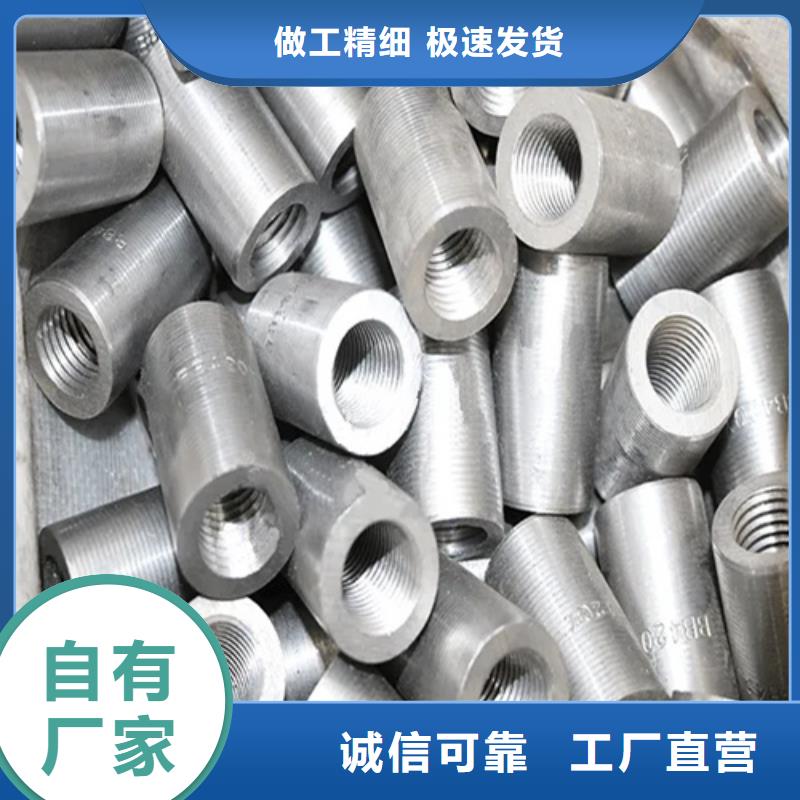
钢筋套筒但应注意:端面顶紧与螺纹螺尾处大径自锁之间的区别。根据上述分析,钢筋下料端面是否平直是滚轧直螺纹钢筋连接丝头制作质量控制的第1道重要工序,也是大多数使用单位容易忽视的一个重要环节。在钢筋下料时除应注意下料方法外,还应注意钢筋待加工丝头螺纹出现弯曲时应调直,钢筋弯曲会造成钢筋丝头螺纹出现不完整的螺纹超差,不仅影响了钢筋丝头的外观质量,严重时候还会对接头的承载能力也会有一定的影响。 钢筋套筒怎样操作可避免松动现象发生呢?1、机械防松:机械防松是用止动件直接限制螺纹副的相对滚动。如选用开口销、串连钢丝和止动垫圈等。由于止动件没有预紧力,螺母松退到止动位置时,防松止动件才能起作用,因此,这种方法实际上不防松而是避免脱落。
套筒")
套筒")
套筒")
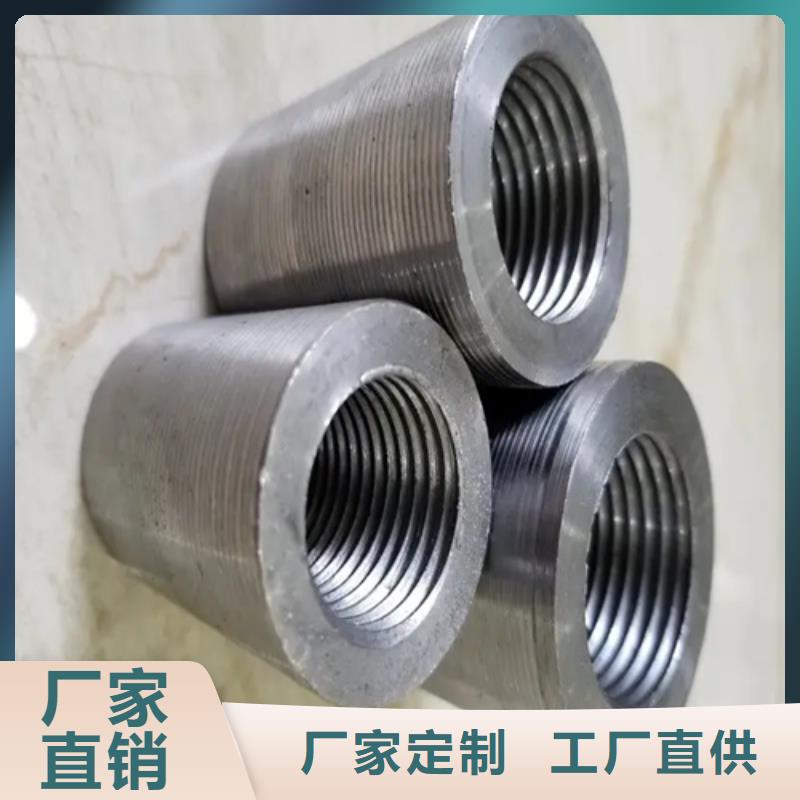
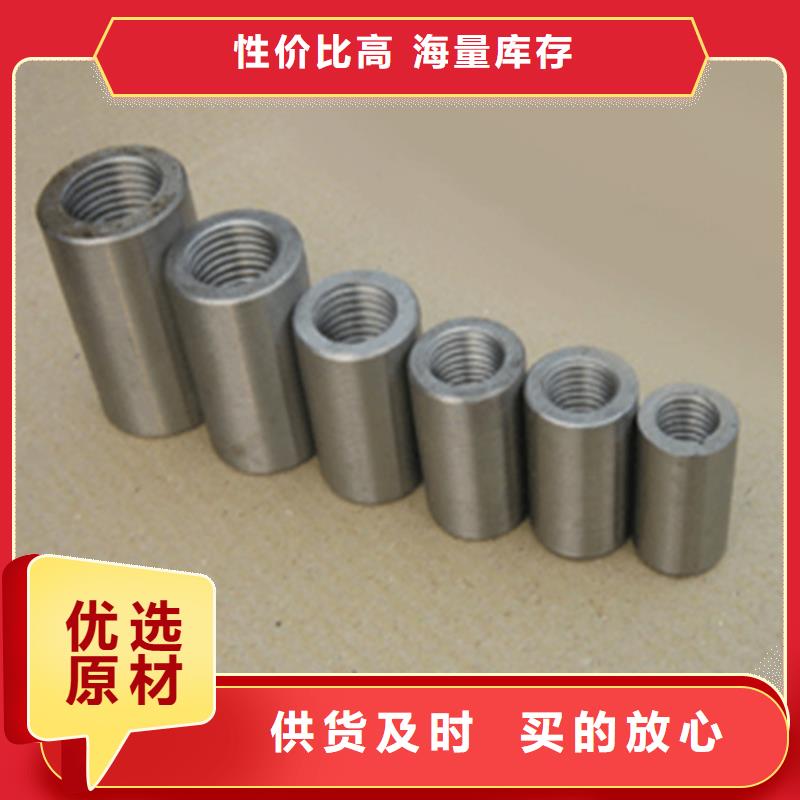
钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。
套筒")
套筒")
钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。
套筒")
套筒")
套筒")
