

文字描述虽好,但视频更能直观展示嘉黎DN200排水波纹管厂家直销产品的每一处细节。
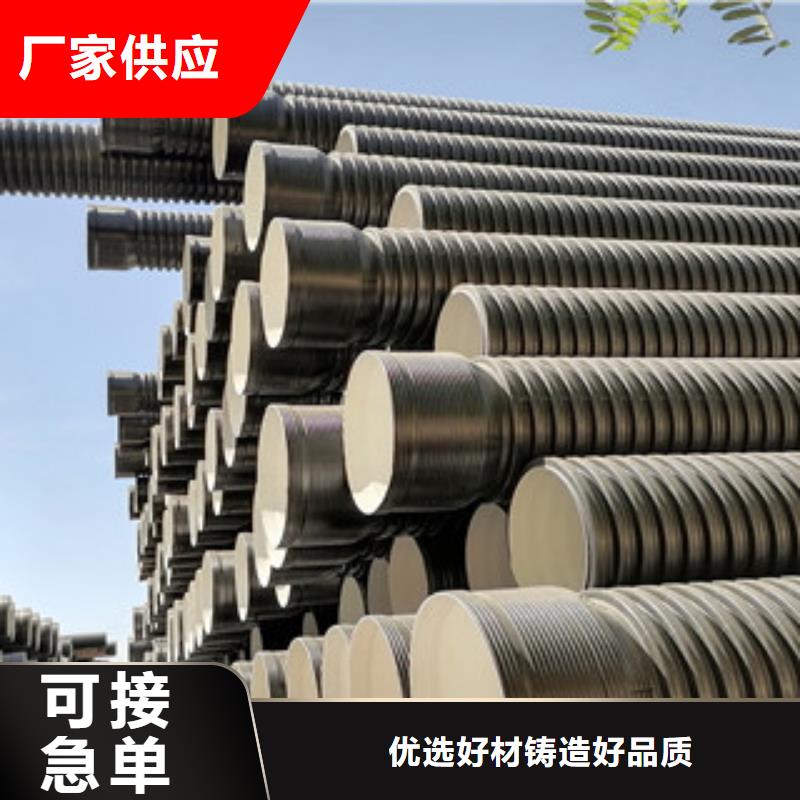
以下是:嘉黎DN200排水波纹管厂家直销的图文介绍

恒塑管道有限责任公司(那曲市分公司)主营: 玻璃钢管等。 公司本着“品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流



管道工程验收1、一般规定双壁波纹管管道工程质量验收及评定,按工序、部位及单位工程验收,其评定标准的主要依据为合格率,工序,部位及单位工程评定,为合格,优良的标准要求,应遵守市政工程给排水管渠质量?。
2、回填沟槽回填,应遵循以下规定:从管底基础至管顶以上0.7m范围内,必须用人工回填,严禁用机械。单位工程竣工验收时,应具备以下条件:1)竣工图及设计变更文件。2)管材、胶圈规格,出厂合格证。3)工程施工记录和隐蔽工程验收记录。
4)闭水检查记录。5)工序,部位(分部)、单位工程质量检查评定记录或工程质量评定表。工序的质量如不符合本规程,应及时进行处理,返工重做的工程,应其质量验收。施工中人为造成管线损伤,经补救的不影响使用效果的情况,一律不得评为优良。
2、沟槽质量验收标准严禁扰动槽底土壤,如发生超挖,应用中、粗砂或碎石回填,并夯实,严禁用土回填,并且槽底不得受水浸泡。九、质量保证措施1、严格按质检工作程序施工,未经监理工程师签字同意,不得进行下道工序施工。
2、回填沟槽回填,应遵循以下规定:从管底基础至管顶以上0.7m范围内,必须用人工回填,严禁用机械。单位工程竣工验收时,应具备以下条件:1)竣工图及设计变更文件。2)管材、胶圈规格,出厂合格证。3)工程施工记录和隐蔽工程验收记录。
4)闭水检查记录。5)工序,部位(分部)、单位工程质量检查评定记录或工程质量评定表。工序的质量如不符合本规程,应及时进行处理,返工重做的工程,应其质量验收。施工中人为造成管线损伤,经补救的不影响使用效果的情况,一律不得评为优良。
2、沟槽质量验收标准严禁扰动槽底土壤,如发生超挖,应用中、粗砂或碎石回填,并夯实,严禁用土回填,并且槽底不得受水浸泡。九、质量保证措施1、严格按质检工作程序施工,未经监理工程师签字同意,不得进行下道工序施工。



HDPE双壁波纹管,具有铺设安装方便,重量轻,且化学性质,无污染等优势,用于地表水源输送是没有任何问题的。同时,双壁波纹管的内壁光滑,流量大,水流速度快,且水源流过不易结垢,可以加快灌溉进程。并且,HDPE双壁波纹管材料损耗小,综合造价低,对农民朋友来说,经济负担也小。
所以,综合来说,春季农田耕作,农田灌溉,就用HDPE双壁波纹管。,生产销售各种型 规格的HDPE双壁波纹管,我厂生产的双壁波纹管具有密封可靠,强度高,无污染,抗外压能力强,使用周期更长等优点。欢迎全国各地经销商,广大农民朋友前来咨询,:029-。
双壁波纹管挤出成型的注意事项发布日期:2018/8/1413:07:29查看:次1、检查HDPE双壁波纹管的成型质量,芯棒对正螺钉,适当修正管壁厚的均匀性。2、注意冷却水的温度控制应不超过10^C,偏高的冷却水温会给HDPE管的成型增加难度。
3、挤出机开车投料,注意检查挤出熔料的塑化质量,以熔融态料表面光亮、无硬疖团料块为合格。4、注意检查波纹成型机与模口挤出管坯料速度的协调性;压缩空气压力,使管外层的波纹形成型完整。5、开车生产前,要波纹成型机合模后的中心线和挤出模具口模的中心线在同一中心线上,在同一水平面上成一条直线。
6、启动波纹机运行,两半模的传动链同步运行,达到两半模在运行中的闭、合对正,以使塑料管的波纹形完整、表面光滑。7、检查从管坯模具口中挤出的两层熔料流速是否一致。如果原料塑化质量和熔料流速同步,即应立即停止螺杆转动,安装内定径塞和冷却水套。
然后把波纹成型机模具口端;向管坯内输入压缩空气和接通冷却水;同时启动波纹成型机运转工作。以上内容,由HDPE整理发布。更多详情,欢迎访问:,如果您对我们的产品感,欢迎随时联系我们,联系:029-相关阅读HDPE双壁波纹管的挤出成型过程双壁波纹管挤出成型之常见故障分析。
双壁波纹管扩口可能出现的问题以及原因分析发布日期:2018/8/1210:24:21查看:次双壁波纹管扩口质量直接影响管道的连接质量,因此,对于生产厂家来说保证双壁波纹管的扩口质量也是一个不容忽视的问题。那么,双壁波纹管扩口可能出现的问题有哪些呢
所以,综合来说,春季农田耕作,农田灌溉,就用HDPE双壁波纹管。,生产销售各种型 规格的HDPE双壁波纹管,我厂生产的双壁波纹管具有密封可靠,强度高,无污染,抗外压能力强,使用周期更长等优点。欢迎全国各地经销商,广大农民朋友前来咨询,:029-。
双壁波纹管挤出成型的注意事项发布日期:2018/8/1413:07:29查看:次1、检查HDPE双壁波纹管的成型质量,芯棒对正螺钉,适当修正管壁厚的均匀性。2、注意冷却水的温度控制应不超过10^C,偏高的冷却水温会给HDPE管的成型增加难度。
3、挤出机开车投料,注意检查挤出熔料的塑化质量,以熔融态料表面光亮、无硬疖团料块为合格。4、注意检查波纹成型机与模口挤出管坯料速度的协调性;压缩空气压力,使管外层的波纹形成型完整。5、开车生产前,要波纹成型机合模后的中心线和挤出模具口模的中心线在同一中心线上,在同一水平面上成一条直线。
6、启动波纹机运行,两半模的传动链同步运行,达到两半模在运行中的闭、合对正,以使塑料管的波纹形完整、表面光滑。7、检查从管坯模具口中挤出的两层熔料流速是否一致。如果原料塑化质量和熔料流速同步,即应立即停止螺杆转动,安装内定径塞和冷却水套。
然后把波纹成型机模具口端;向管坯内输入压缩空气和接通冷却水;同时启动波纹成型机运转工作。以上内容,由HDPE整理发布。更多详情,欢迎访问:,如果您对我们的产品感,欢迎随时联系我们,联系:029-相关阅读HDPE双壁波纹管的挤出成型过程双壁波纹管挤出成型之常见故障分析。
双壁波纹管扩口可能出现的问题以及原因分析发布日期:2018/8/1210:24:21查看:次双壁波纹管扩口质量直接影响管道的连接质量,因此,对于生产厂家来说保证双壁波纹管的扩口质量也是一个不容忽视的问题。那么,双壁波纹管扩口可能出现的问题有哪些呢


