


观看我们的产品视频,就像打开了一扇通往不锈钢304冷拔管产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
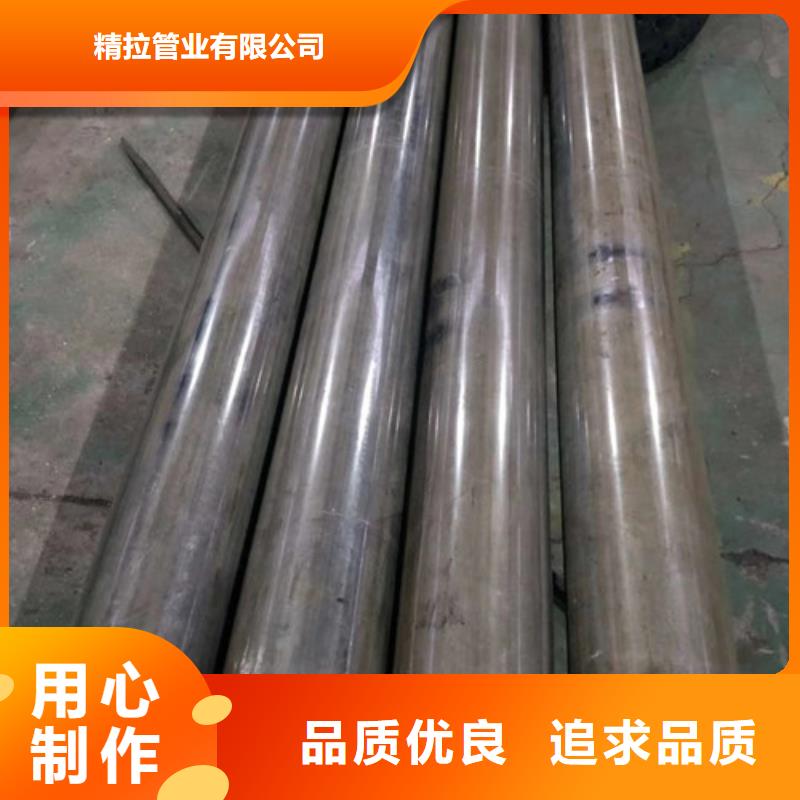
以下是:不锈钢304冷拔管的图文介绍

冷拔管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,冷拔管强度下降;反之,冷拔管边缘加热不足,挤压后成型不良。冷拔管是一个或一组冷拔管专用磁棒,冷拔管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、冷拔管冷拔管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在冷拔管冷拔管边缘附近,使冷拔管边缘加热到冷拔管温度。冷拔管用一根钢丝拖动在冷拔管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于冷拔管快速运动,冷拔管受冷拔管内壁的磨擦而损耗较大,需要经常更换。冷拔管经冷拔管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠冷拔管的快速运动,将焊疤刮平。冷拔管内部的毛刺一般不。
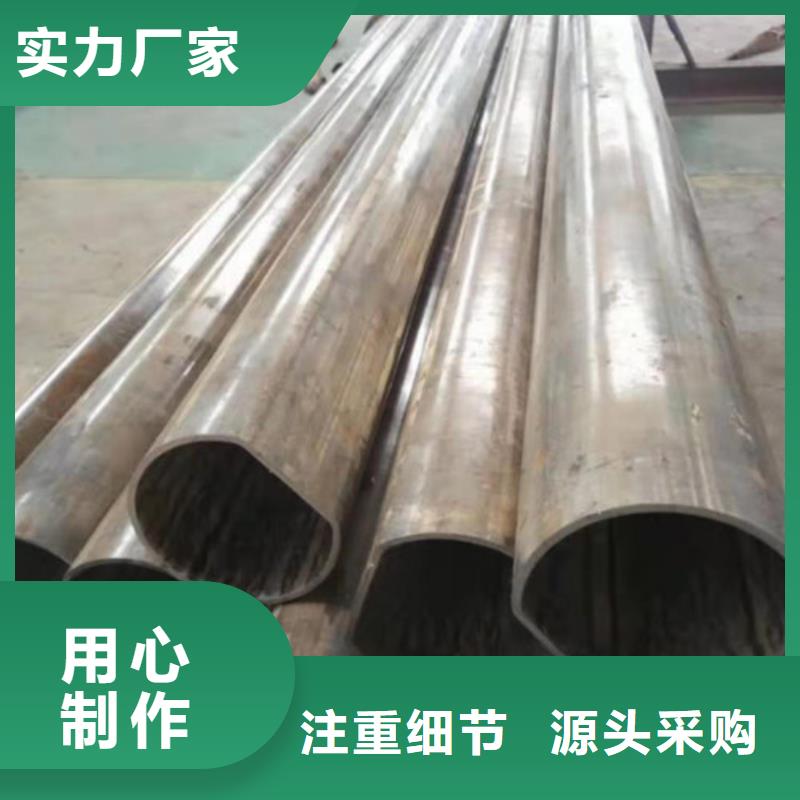
根据冷拔管线能量的变化及时调节输出电压和冷拔管速度。参数固定后一般不用调整冷拔管间隙的控制将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。


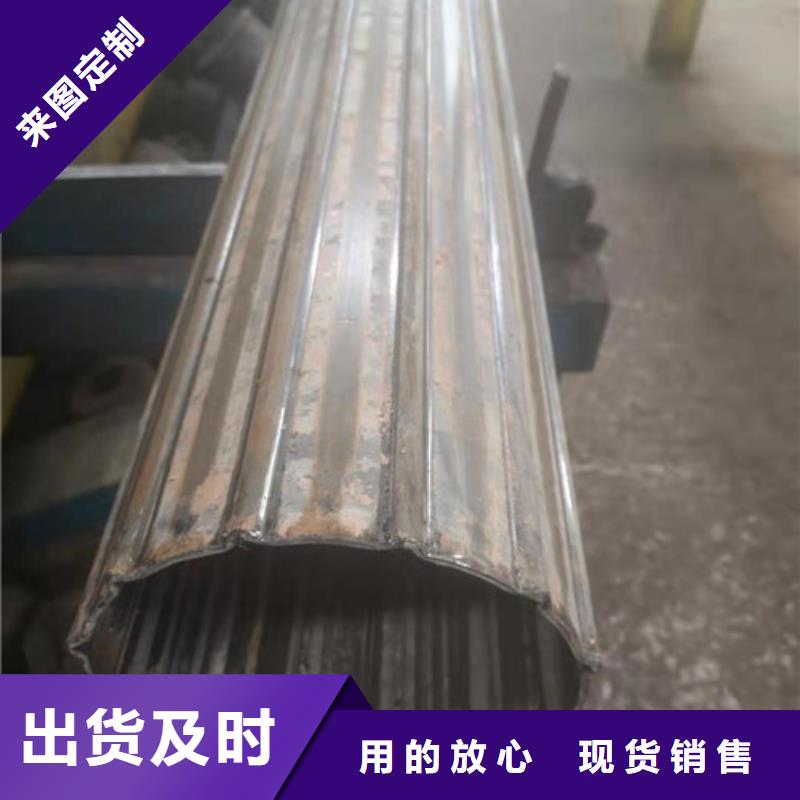
冷拔管和无缝钢管的区别油后即成、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。冷拔管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。冷拔冷拔管的特点 外径更小。 精度高可做小批量生 冷拔成品精度高,表面质量好。钢管横面积更复杂。钢管性能更优越,金属比较密。热轧冷拔管后的区别 热轧冷拔管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。



承德精拉管业有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 精密无缝钢管厂家产品。生产的各种系列 精密无缝钢管厂家产品通过有关检测机构的检测。
公司由一批在 精密无缝钢管厂家行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。


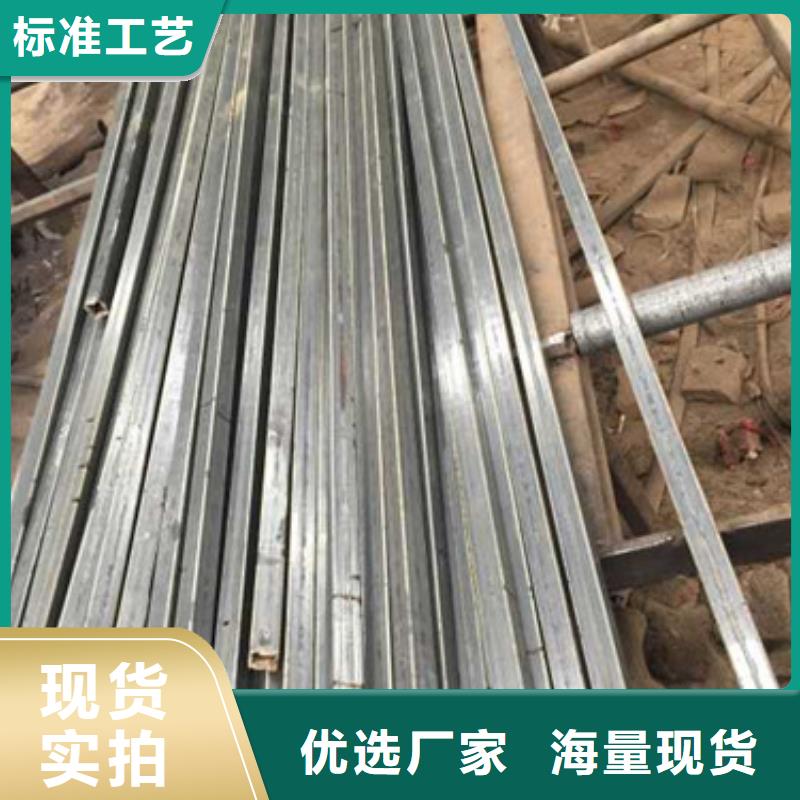
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。

