



观看富民止水铜片类型产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:富民止水铜片类型的图文介绍

晶凯工程材料(昆明市分公司)

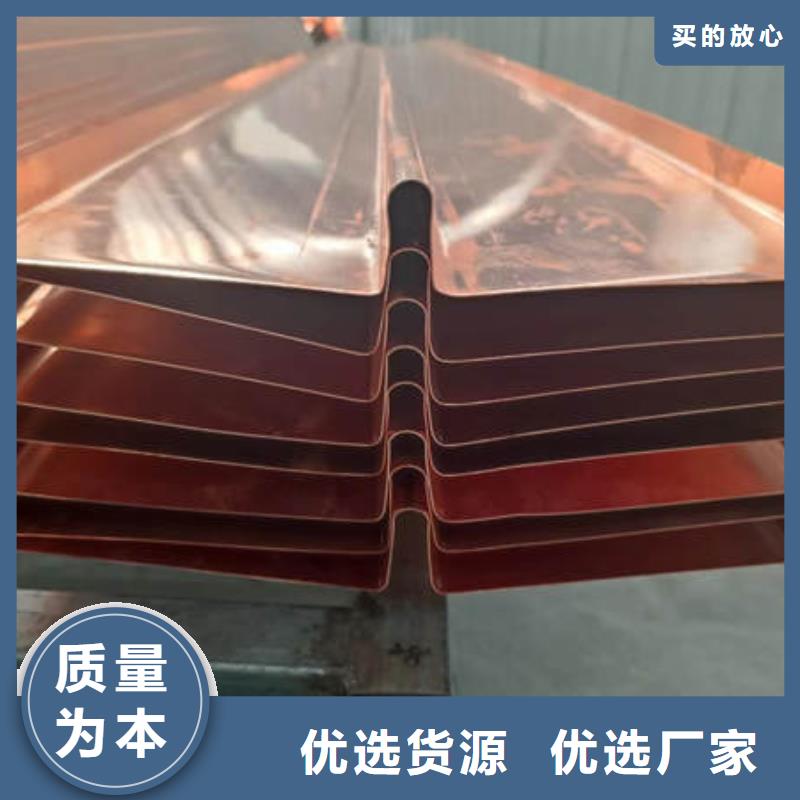
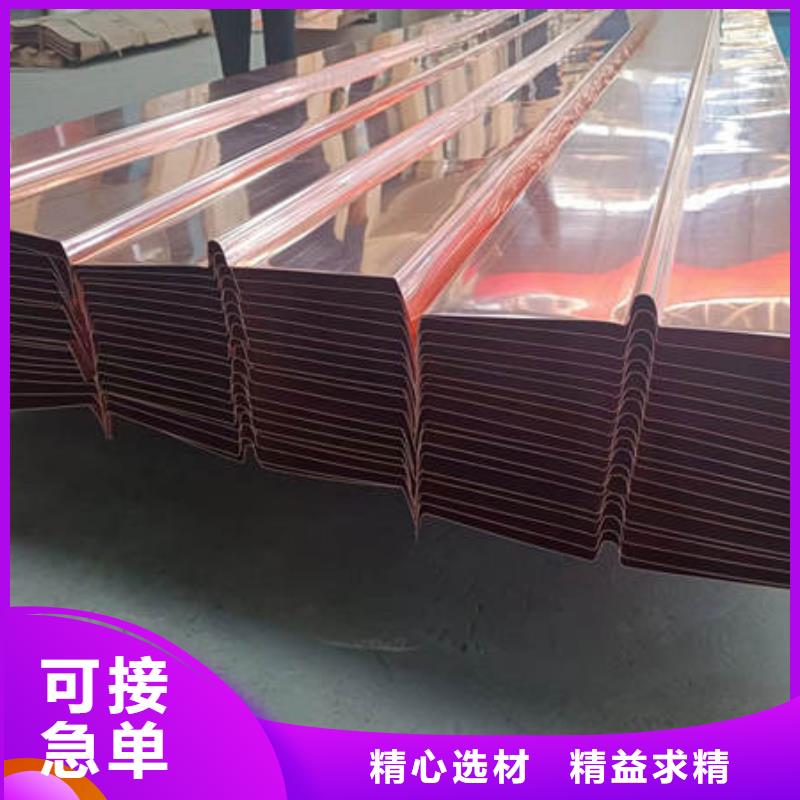
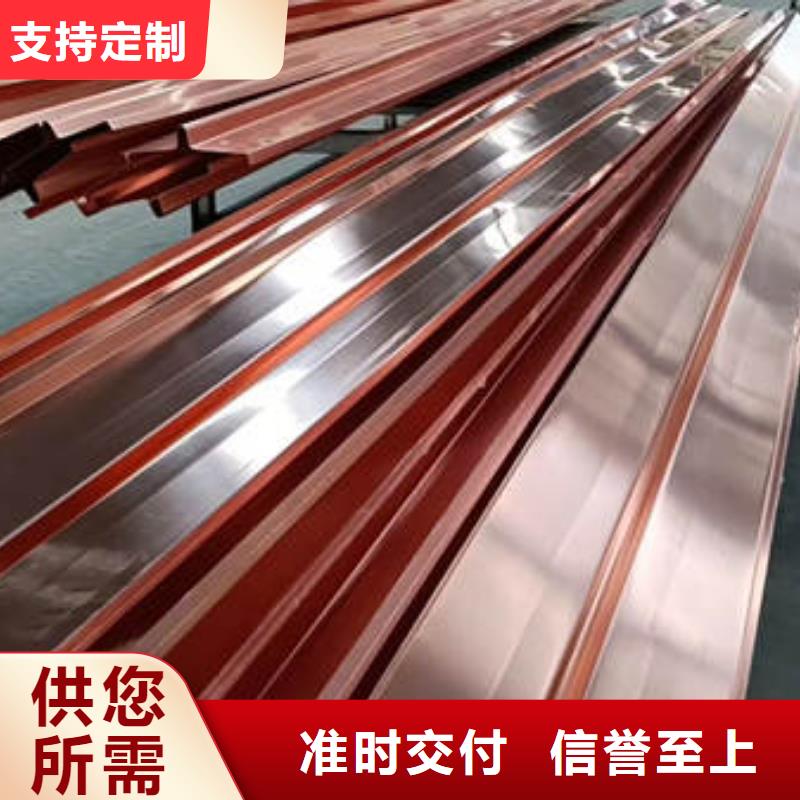
紫铜止水的详细介绍
规格多样种类齐全

止水铜片在生产加工过程中,若未进行严格的质量监控,极易出现表面物理缺陷,而表面质量是用户感官的美观要求,表面质量也反应了整个生产工艺的质量。表面缺陷是指铜及铜合金板带材在后续加工、电镀、冲制(压)、焊接、封装等使用过程中,对上述工艺过程产生影响的表面质量问题,统称为表面缺陷。表面缺陷分为两大类:表面物理缺陷和表面化学缺陷。表面物理缺陷又称机械缺陷,是指由于材料内部组织固有或外力等原因引起的板带材表面产生的缺陷,造成了板带材表面的光洁性、完整性受到破坏,如表面起皮、擦伤、划伤、孔洞、气泡、起刺和凹坑等;表面化学缺陷是指铜及铜合金带材在加工、精整、包装及储运过程中产生的由于外界环境因素或生产过程中残留的污物,使表面产生一定的化学或电化学反应而造成的铜合金表面失去金属光泽的缺陷,如氧化腐蚀斑、黑(白)点,水迹、油迹以及工艺介质残留、反应变质等。


精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制







晶凯工程材料(昆明市分公司)
10年以上紫铜止水生产经验
晶凯工程材料(昆明市分公司)是一家 紫铜止水生产厂家、经营 紫铜止水业务多年,为各行各业用户提供专心的、优良的 紫铜止水销售服务;为我们公司的客户量身定做 紫铜止水采购的“零库存”采购解决方案;确保客户能够在较短时间内简单、轻松地购买到所需的 紫铜止水。精良的设备及工程技术团队能保证 紫铜止水产品质量。
晶凯工程材料(昆明市分公司)以严谨周密的售前、售中、售后服务体系为广大用户保驾护航。
