





观看我们的产品视频,就像打开了一扇通往不锈钢复合管护栏河道护栏产地货源产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:不锈钢复合管护栏河道护栏产地货源的图文介绍

不锈钢复合管护栏桥面钢栏杆生产技术要求 1、立柱板采用Q235材质,需两侧各焊接一块耳板及钢地板,立柱与耳板、钢地板焊缝必须无漏缝,杂渣现象,立柱孔边做圆角处理,防止穿管硬角划伤扶手圆管,以及工人穿插栏杆与扶手时割伤,外观采用热浸锌工艺做防腐处理; 2、栏杆扶手采用无缝钢管,栏杆扶手承插部分焊面平整,末端做封闭处理,保证表面平整光滑,焊接处没有明显焊缝,外观采用热浸锌工艺做防腐处理; 3、踢脚板钢板加工切边需平整,板面须顺直,生产运输中防止变形扭曲,外观采用热浸锌工艺做防腐处理。 4、扶手栏杆每段钢管上设置一处防转(防窜动)端板,防转板焊接应牢靠严密,板与无缝钢管垂直,外观采用热浸锌工艺做防腐处理 5、结合热浸锌工艺要求,每段钢管上设1-2个回流孔,开孔朝下,防止雨水堆积。 6、栏杆两边均应套螺丝,用双螺母连接固定,栏杆扶手、立柱应做到横平竖直,整体美观,必要时要进行外观打磨修饰。


不锈钢复合管护栏焊接要领 1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min. 2.将对焊处两端磨坡口。 3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。 4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。



本页面提供的是绿洲金属科技(云南省分公司)的 道路护栏产品说明,欢迎需要 道路护栏的商家进行咨询、采购;


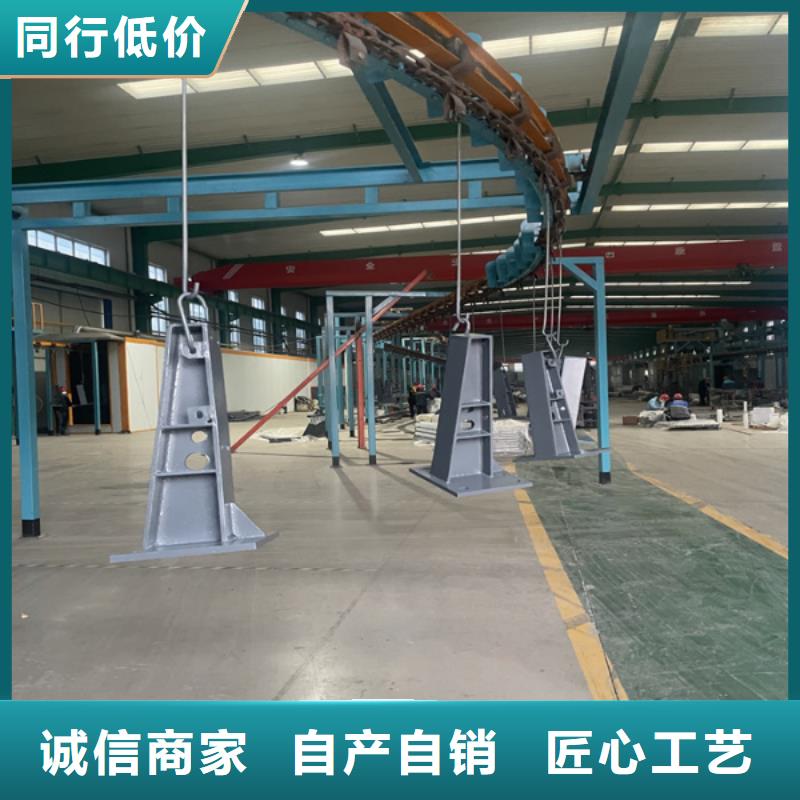
护栏立柱付款方式 聊城绿洲金属公司占地面积8万多平方米,员工近百人,专业从事护栏立柱与不锈钢复合管制作及其工程的设计、生产、销售与安装,并具有一整套完善的运营模式。公司拥有完整的不锈钢及不锈钢复合管生产线24条,以及各类金属加工设备多套(数控等离子切割机、冲床、冼床等),公司还拥有独立的喷塑车间,良好地处理好钢板表面效果。 不锈钢复合管护栏立柱定制说明: 1 订单客户预付厂家订单总金额的50%的定金 2 厂家收到签约定今日按照客户要求或提供的图纸安排生产 3 按照合约的生产到期日生产完毕验货结付余款 4 厂家提供物流发货等服务运费客户承担(如需厂家承担运费请在订单合约上提前注明)专业生产各式钢制立柱,钢板立柱,护栏立柱。产品泛应用于桥梁/河道护栏栏杆立柱、市政建设护栏立柱、景观护栏立柱、城市护栏立柱、道路护栏立柱、人行扶手护栏立柱、高架路桥护栏立柱、立交桥护栏立柱、高速公路护栏栏杆立柱。 钢板立柱/护栏立柱订制要求 1.护栏立柱产品均为客户订制,图片仅供参考!买家可来样或图稿订制护栏立柱 2、价格为象征性价格,仅供参考,准确价格根据具体数量,材质要求来定,详情请电话联系。 3、产品工艺有多种,除图片所展示的材料外,还有不锈钢201,304,碳钢,锌钢,静电喷涂等等,以上材料都可以按您需要来加工定制护栏立柱。

