您的位置>首页 >福州本地热动态 >
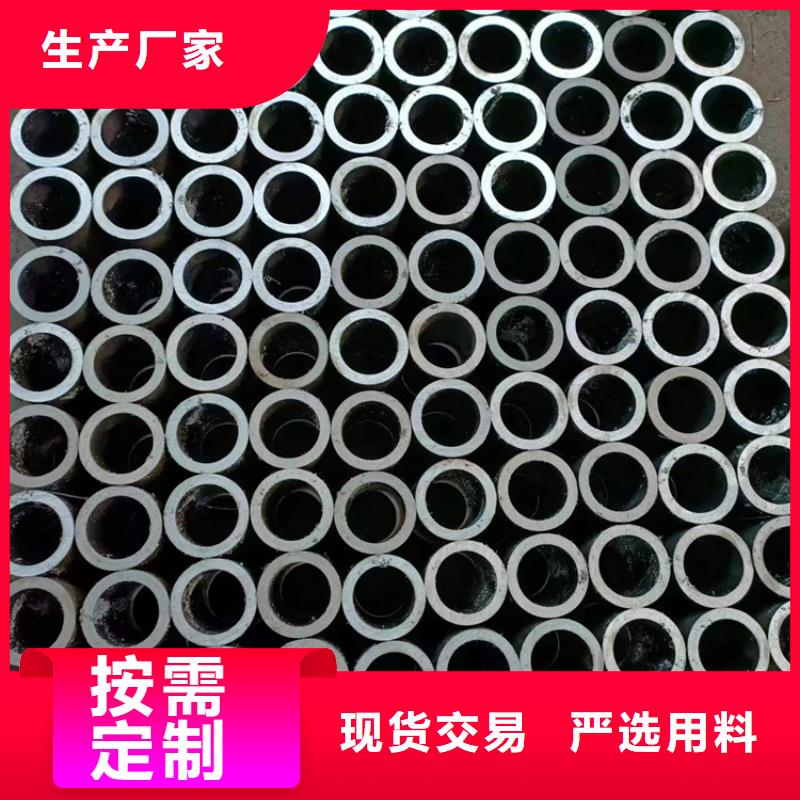
缸筒
发布时间: 2024-09-14 10:27:14 浏览次数:1
以下是:缸筒的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 适用领域 | 油缸 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:缸筒的图文视频
导读 缸筒,福建省福州市安达液压机械有限公司为您提供缸筒产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到福建省 福州市 台江区、仓山区、马尾区、晋安区、闽侯县、连江县、罗源县、闽清县、永泰县、平潭县、福清市、长乐区。
福建省,福州市 唐开元十三年(725年),升福州为都督府,府治设在州城内(今鼓屏路),福州之名始用至今,因为境内一座福山而得名,建城于汉高帝五年(前202年)。宋代是福州历史上的黄金时代;从明代起,福州一直是福建的省会;民国三十五年(1946年),福州设市。福州是历史文化名城,福州马尾区是中国近代海军的摇篮、中国船政文化的发祥地,是近代中国早开放的五个通商口岸之一。曾获中国旅游城市、卫生城市、滨江滨海生态园林城市、环境保护模范城市、全国双拥模范城市、全国文明城市等称号;也是福州都市圈核心城市,国务院批复确定的海峡西岸经济区中心城市之一、滨江滨海生态园林城市。是中国人民解放军东部战区陆军驻地以及中国东南沿海重要都市、首批对外开放的沿海开放城市、海洋经济发展示范区、海上丝绸之路门户以及中国(福建)自由贸易试验区组成部分。
想要真正了解缸筒产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:缸筒的图文介绍


企业旺旺珩磨管绗磨管油缸管绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。



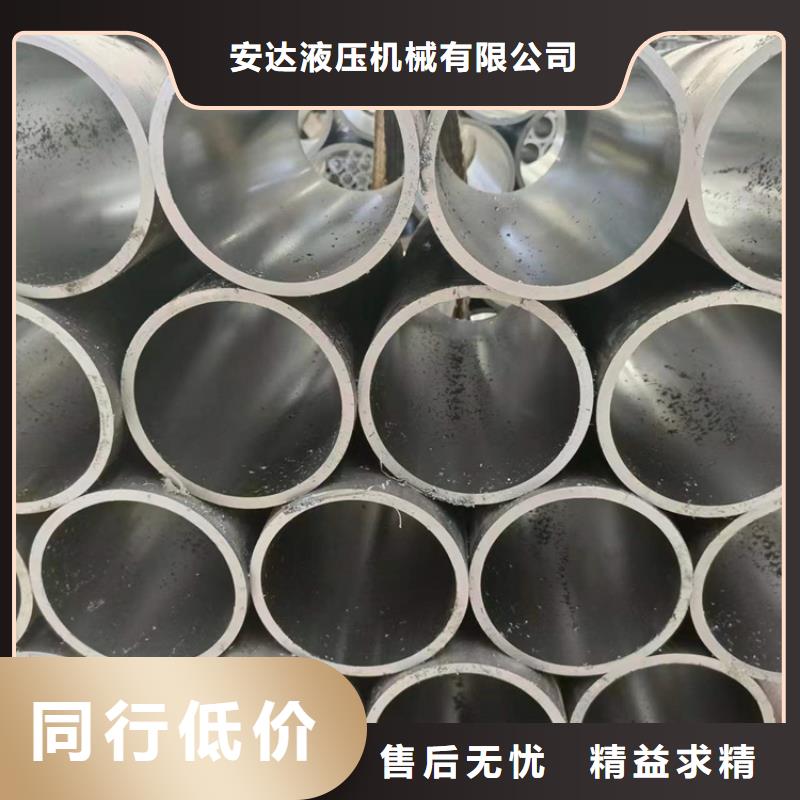
福州安达液压机械有限公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨, 是一家专业研究、开发和销售 绗磨管生产厂家专业性企业,公司产品主要有 绗磨管生产厂家等系列,品种多,规格全。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系。


企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差


总结 缸筒_福建省福州市安达液压机械有限公司,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,辽河路燕山路交叉口南500米东首 发货到 福建省福州市。