


想一睹无缝钢管Q345BQ355BQ355C冷拔无缝方矩管厂家/欢迎致电产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受无缝钢管Q345BQ355BQ355C冷拔无缝方矩管厂家/欢迎致电产品的独特之处!
以下是:无缝钢管Q345BQ355BQ355C冷拔无缝方矩管厂家/欢迎致电的图文介绍

鑫邦源特钢(临夏市分公司)本着守信誉的原则,不断创新,不断完善自己,在与客户长期合作过程中谒诚为客户所想,为客户所需为宗旨!我们公司专业技术人员能快速解答各项技术咨询,应对每个客户的需求,为您选择合适的 无缝方矩管产品,为你节省不必要的浪费,提供合理,可靠的建议。对 无缝方矩管产品质量,供货周期等的承诺,提供具体货品方案,提供专业咨询服务,提供切实的解决方案。



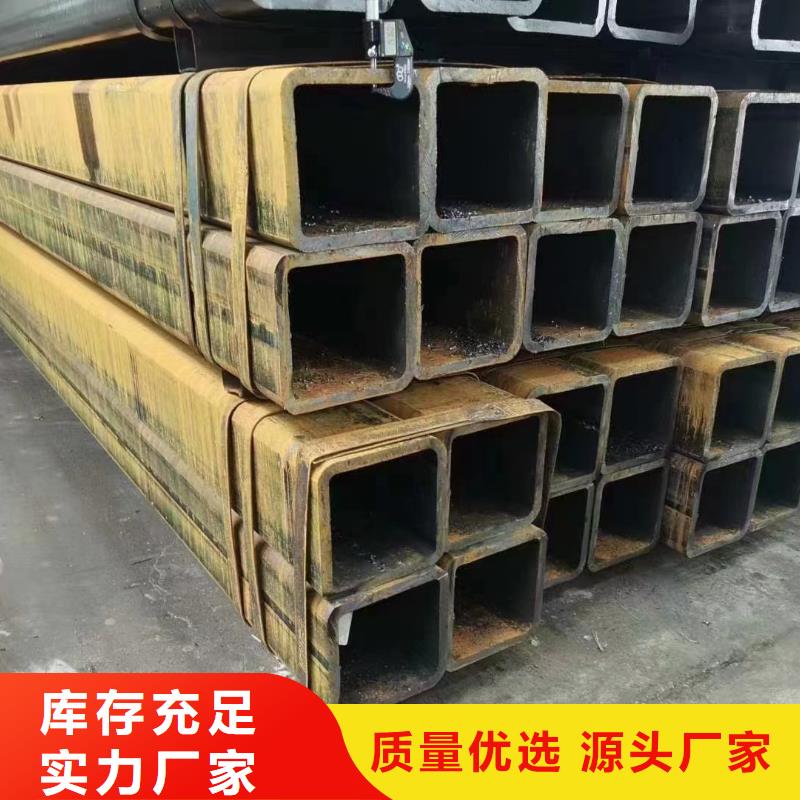
在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。下管:应按下管的要求将Q345无缝矩管下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的Q345无缝矩管部位再次污染。
顶推Q345无缝矩管使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。
安装过程中,定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度。Q345无缝矩管安装要平,Q345无缝矩管之间应成直线,遇有倾斜角时,要小心。将连接Q345无缝矩管的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲。 橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装。
顶推Q345无缝矩管使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。
安装过程中,定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度。Q345无缝矩管安装要平,Q345无缝矩管之间应成直线,遇有倾斜角时,要小心。将连接Q345无缝矩管的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲。 橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装。




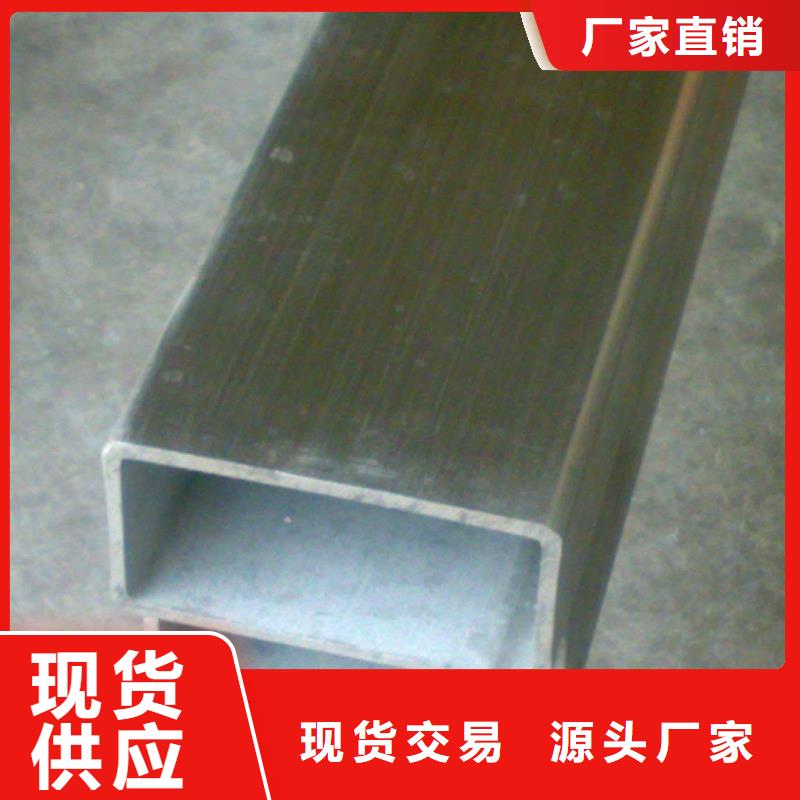
矩形管的内径尺寸波动较大,原因是;钢温不稳定有阴阳面。钢的成分不均匀。由于设备简陋,地基强度低,轧机的跳大。会出现有同一周内内 变化较大,这样的钢筋受力不均匀易产生断裂。优质管的商标和印字都比较规范。矩形管直径16以上的间距都在IM以上。钢材螺纹钢的纵筋经常呈波浪形。
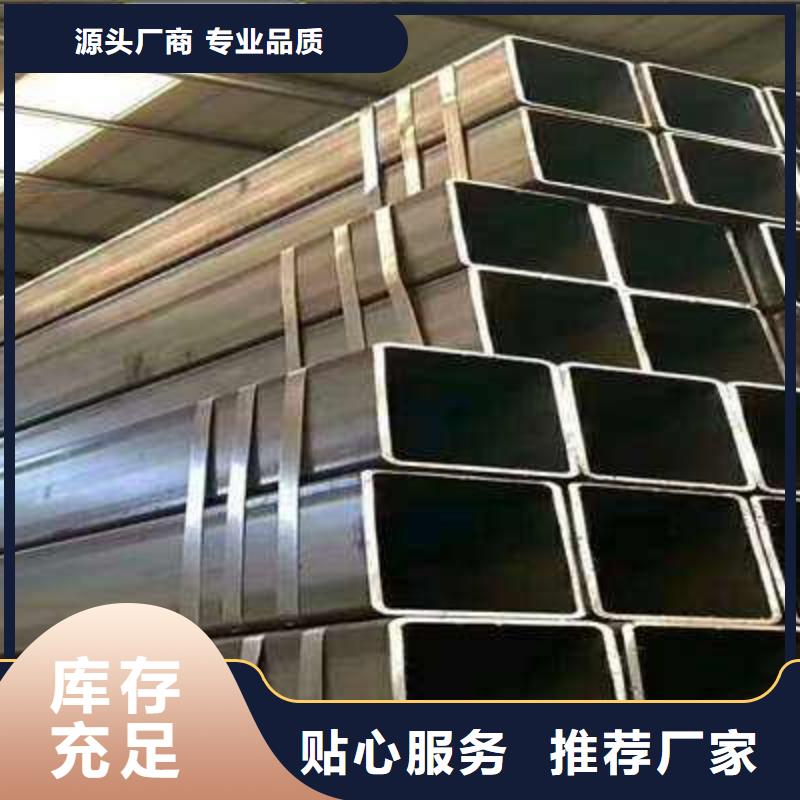
矩形方管工艺要求:矩形直管必须在专用进口流水线上进行制作,以确保风管制作精度及风管的密闭性。矩形风管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。矩形风管的咬口连接应采用进口自动咬合器进行咬合工艺。
矩形风管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。矩形风管的连接法兰应采用连板法兰及插接法兰连接工艺。
矩形方管工艺要求:矩形直管必须在专用进口流水线上进行制作,以确保风管制作精度及风管的密闭性。矩形风管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。矩形风管的咬口连接应采用进口自动咬合器进行咬合工艺。
矩形风管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。矩形风管的连接法兰应采用连板法兰及插接法兰连接工艺。



