




我们的注塑产品气纹怎么调整品质有保障视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:注塑产品气纹怎么调整品质有保障的图文介绍


注塑产品 3防止制品先端产生小的方法 制品产生小的原因 1-1模具内压力不足 相关联的知识 2-1 成型的设定条件应朝使材料流动性变好,模具内压力提高的方向设定 解决方法 3-1 即时:提高射出压力,提高加热料简的温度,提高模具温度,增大射出速度 3-2 短期:扩大浇口,流边,气口 3-3长期:使用流动性好的材料 . 由于材料的差异 4一1 流动性好的材料小邹纹很难产生 五。 参考事项 5-1 为了防止漩纹,放慢了射出速度,但如果射出速度慢,就会产牛小。



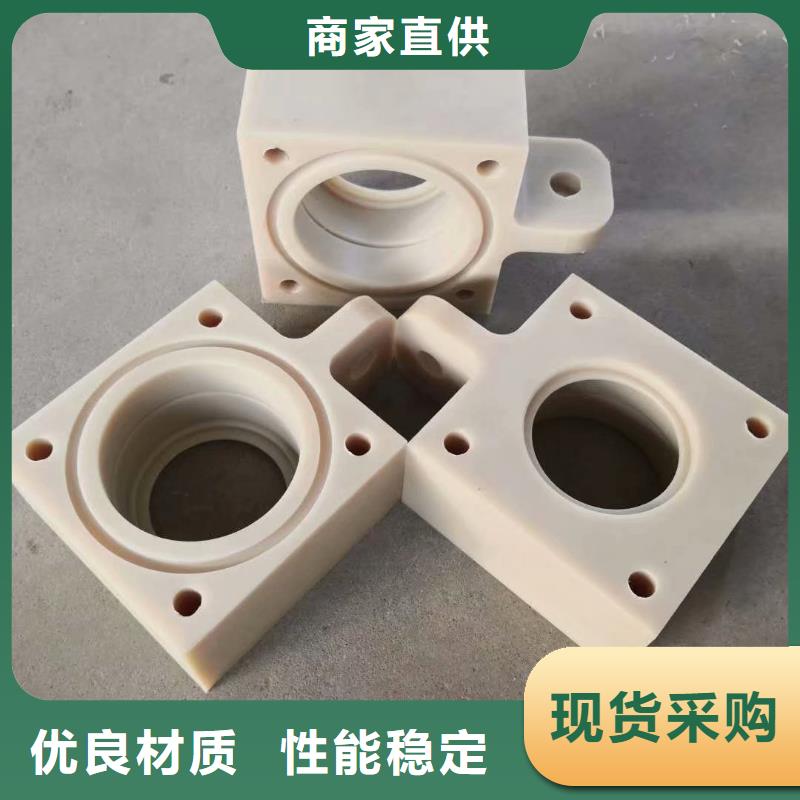
多年来,黄石铭诺橡塑制品有限公司始终致力于新 尼龙轮产品的开发和新技术的应用,不断更新设备,引进各方面的人才,现已成为 尼龙轮行业中的骨干企业之一。
公司以其可靠的质量、优良的服务和诚实守信的发展战略,赢得了广大用户的青睐。公司秉承“以诚相待、以信相交、互惠互利、共同发展”的经营理念,“以客户为中心、以市场为导向、以质量求生存”的企业宗旨,不断吸收国内外先进技术,在实践中完善自己,不断向社会推出质量可靠的 尼龙轮,期待与新老朋友共谋发展,共创大业!



注塑产品 解决的方法 3-1即时:提高模具温度,加料简温度,提高射出压力,在分型面加上气体逸出槽(深度0.020.04mm)宽 5~10mm32短期的:加大浇口,加大流边,在每模出数多的场合,那个型脑缺料就扩大那个型脑的浇口,还有改变流边的配置,加上气体逸销,提高模具的光洁度。 3-3长期的:避免设计制品厚度的不同,在制品厚度厚的地方附加浇口,了解使用制品的场合,合适的话尽量使用流动性好的材料。



注塑产品 解决的方法 3-1 即时:提高射出压力,延长射出保压时间,降低料简温度和模具温度,在产生凹痕的地方强制冷却。3-2 短期的:在产生痕的地方补上流边。在产生四痕的地方的材料通边有狭小的场所时,把这部分边厚3-3 长期的:应彻底避免设计制品厚度的差异。容易产生凹痕的加强筋,狭长的形状应尽量短 四 于材料的差异 4-1 成型收缩性大的材料,凹痕也大。例如 PE、PP,即使只要稍微的加强筋,就会产生凹痕。材料成型收缩率VWw.ocRS0.002~0.006 PP r 0.01~0.020.02~0.05

