

不要犹豫,花一分钟时间观看我们的201不锈钢复合管比同行节省10%产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
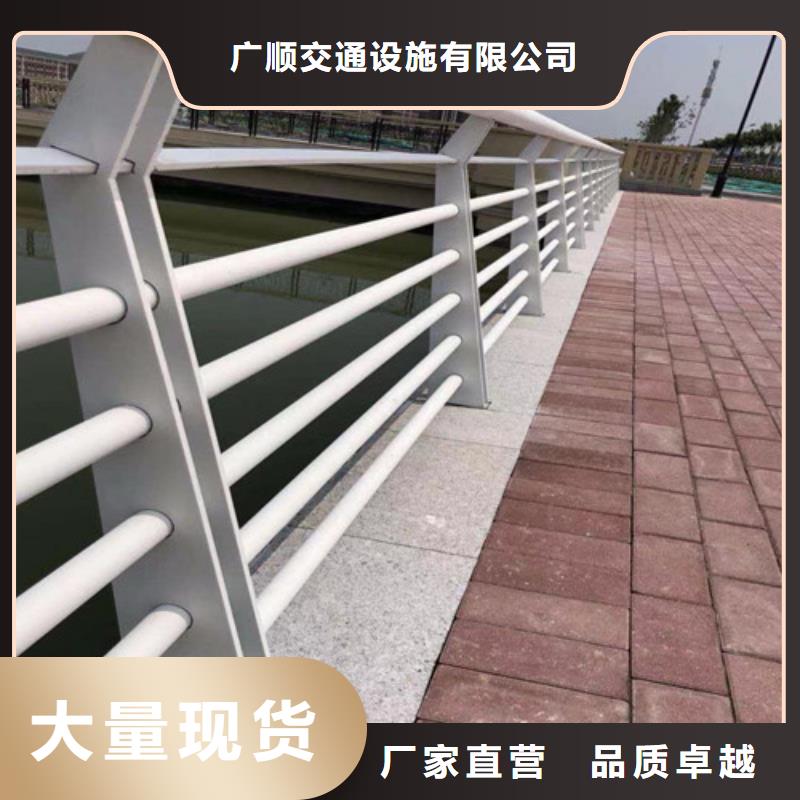
以下是:201不锈钢复合管比同行节省10%的图文介绍

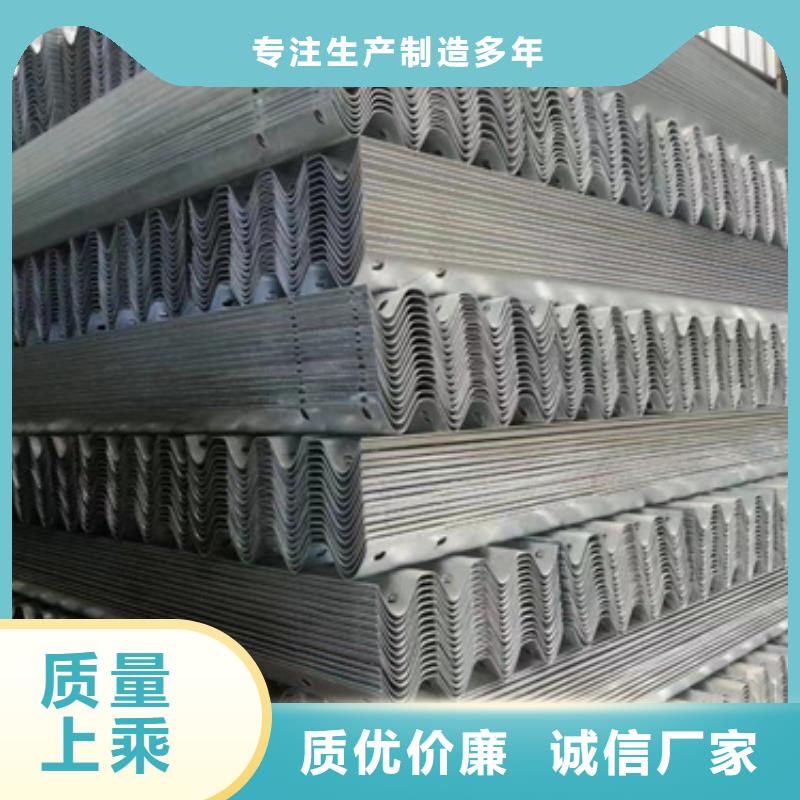
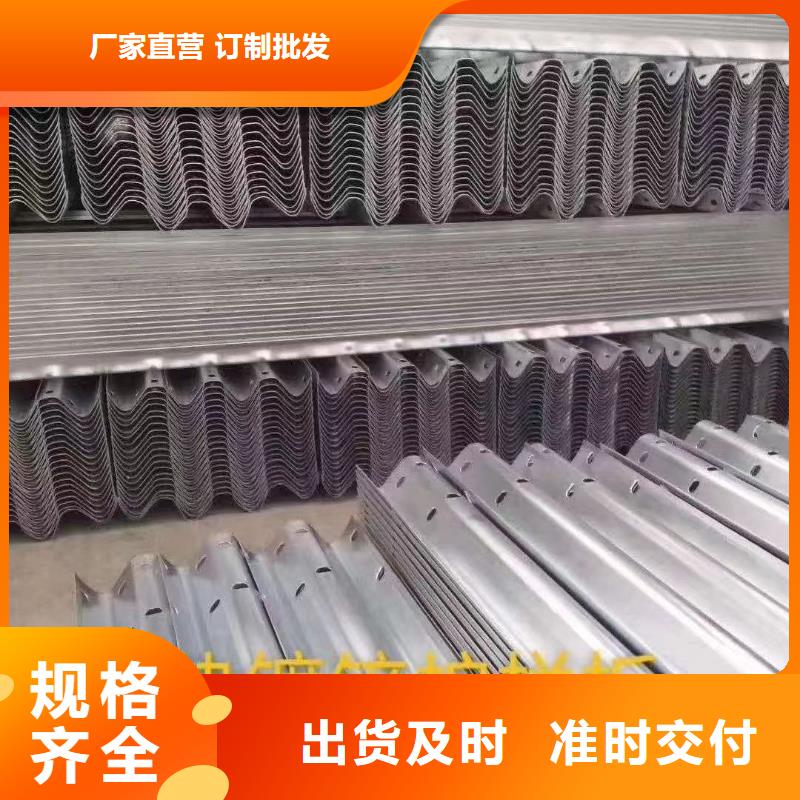
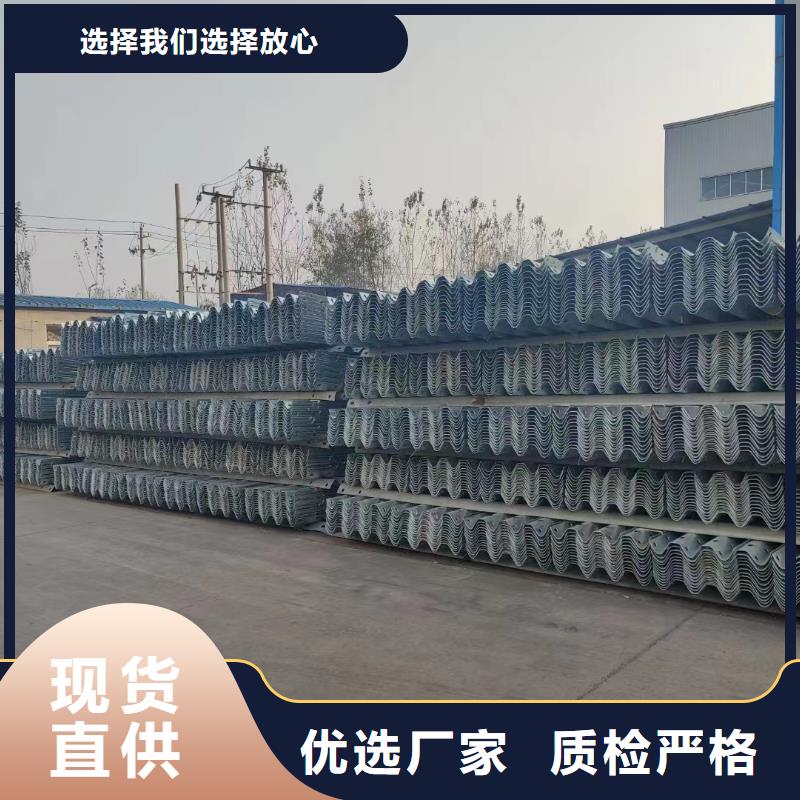
如需了解更多 波形护栏板、波形护栏厂家、标志牌标志杆厂家、乡村安保防护栏厂家产品信息,可以直接点击店铺链接,进入与之对应的 波形护栏板、波形护栏厂家、标志牌标志杆厂家、乡村安保防护栏厂家产品栏目进行了解,也可以直接拨打我们的销售热线进行了解。



交通运输(2011-2015年)发展规划提出,到2015年末,公路客货运量分别达到400亿人次和300亿吨,规模也将进一步扩大,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 今年初以来,各省都有多项高速公路建设项目开工,一些省份还追加了今年对高速公路项目的投资。这表明。高速公路建设仍处于一个高速发展的阶段。按交通运输发展规划要求,到2015年末,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 有业内人士推测,后两年,高速公路护栏用钢预计将增长37%。可以预计,建设将为冷弯型钢护栏产品的发展带来机遇。高速公路护栏用钢存机遇高速公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。 下面为大家介绍一下公路护栏安装的注意事项:公路护栏在施工时应准确掌握各种设施的资料,是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。当立柱打入过深时,不得将立柱拔出矫正,需将其基础重新夯时后再打入,或立柱位置。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。

广顺交通设施

