


想要一睹【滚压管缸筒现货齐全售后无忧】产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:【滚压管缸筒现货齐全售后无忧】的图文介绍
液压机械有限公司(台湾分公司)拥有一批高素质的技术管理队伍以及【绗磨管生产厂家】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【绗磨管生产厂家】。高品质(液压机械有限公司(台湾分公司)家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【绗磨管生产厂家】都在优化改进)高技术(液压机械有限公司(台湾分公司)坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【绗磨管生产厂家】技术)效率高(液压机械有限公司(台湾分公司)拥有十余台【绗磨管生产厂家】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【绗磨管生产厂家】产品)


珩磨管油缸管绗磨管珩磨管淬火裂纹的成因 马氏体的本质脆性是珩磨管淬火裂纹的内因,而马氏体的晶体结构、化学成分、冶金缺陷等是马氏体本质脆性的影响因素;各种工艺条件、零件尺寸形状等引起的宏观内应力的大小、方向、分布状态等是珩磨管淬火裂纹的外因。下面将从微观到宏观,从内部到外部对钢件的珩磨管淬火裂纹进行分析。2.1 马氏体本质脆性——钢件珩磨管淬火裂纹的内因
众所周知,中高碳钢珩磨管淬火后,其韧性低,脆性大,易产生显微裂纹和宏观开裂。这主要是由马氏体的本质脆性决定的。而马氏体的本质脆性又决定于材料的冶金质量、含碳量和合金元素、原始组织状态、马氏体的组织结构、显微应力及显微裂纹等。
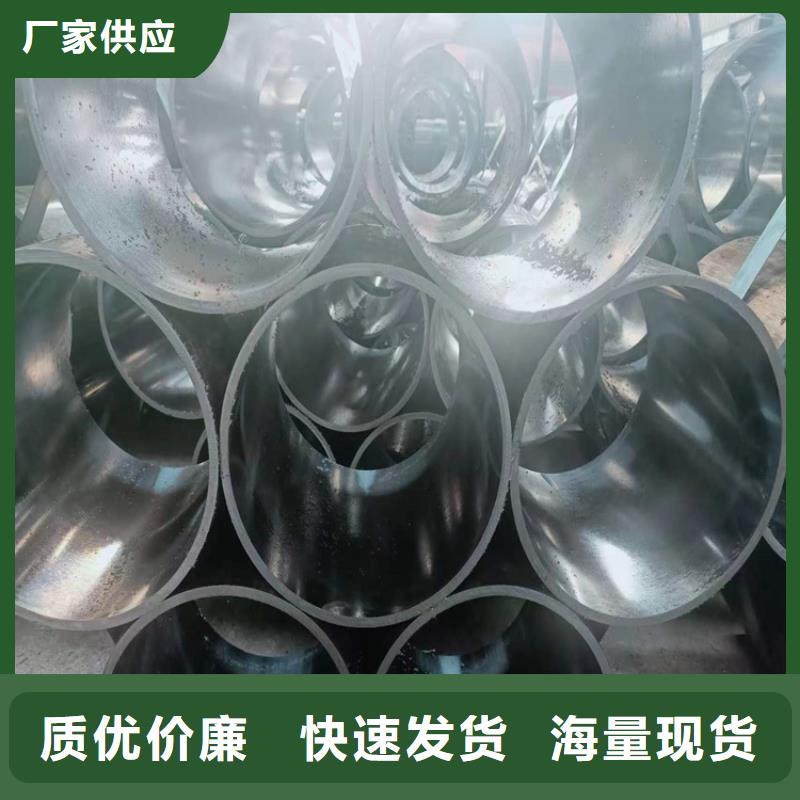
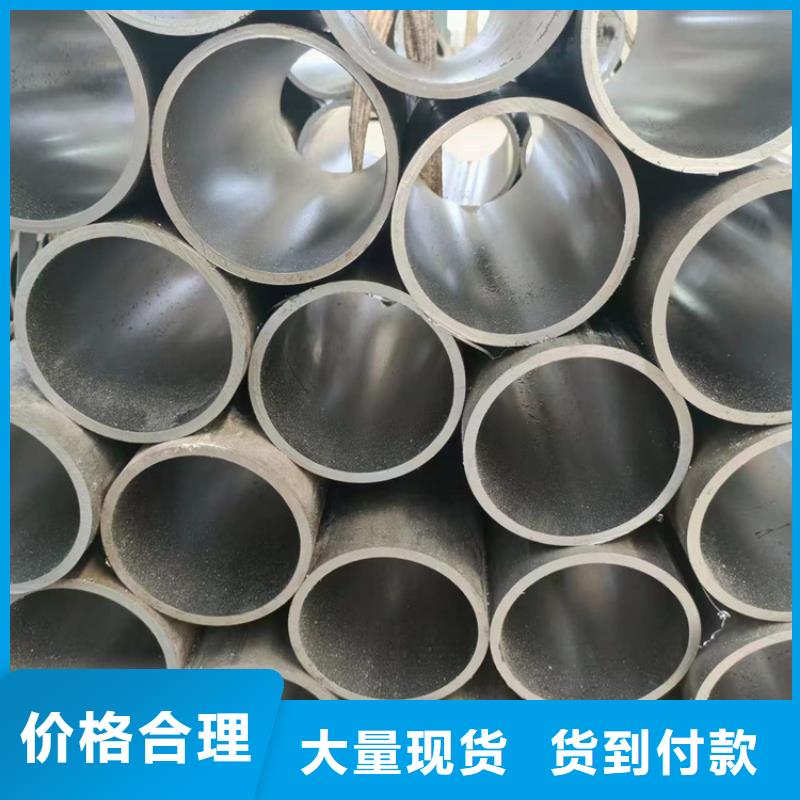
滚压管

珩磨管油缸管绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压管加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
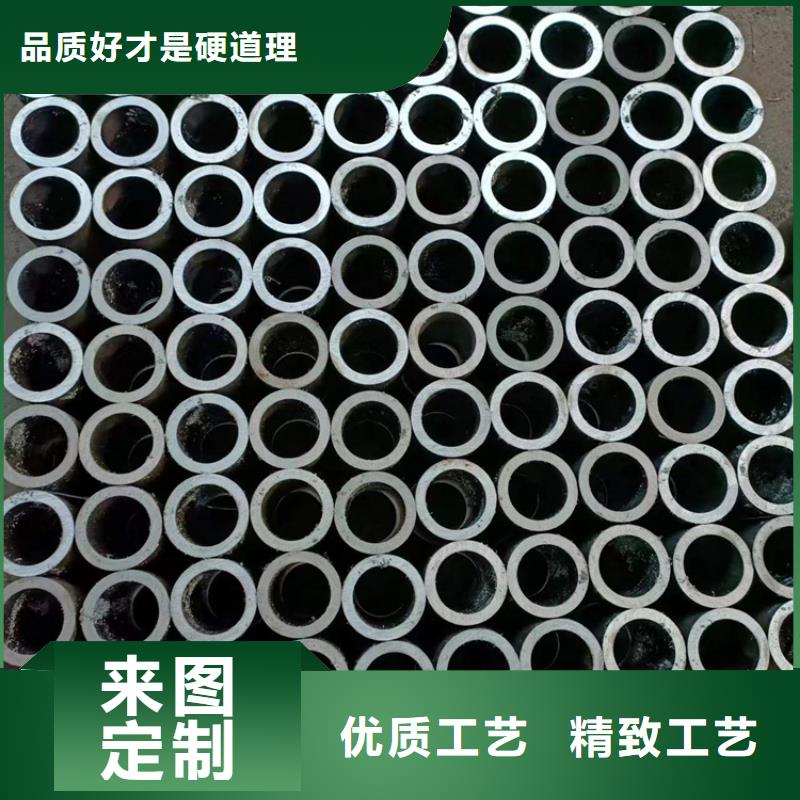
绗磨管的优点主要有以下几点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。


珩磨管油缸管绗磨管原始组织状 除了钢中的化学成分以外,珩磨管淬火前的原始组织结构的影响也很大。例如片状珠光体;马氏体和贝氏体等非平衡组织;不均匀、网状碳化物;非金属夹杂物;锻造过热组织及流线等均可能导致或促发珩磨管淬火开裂。不同形态珠光体组织对淬裂的影响-细片状珠光体;2-点状珠光体;3-细粒状珠光体;4-粗粒状珠光体2.1.4 马氏体中的显微裂纹 马氏体形成时容易产生显微裂纹,这是指在中高碳钢中,而低碳钢的马氏体组织中难以形成显微裂纹。这是因为低碳马氏体为平行的板条,相互碰撞的机会少,且本身的塑性高,可以通过变形而使应力松弛,不易产生显微裂纹。而高碳马氏体内由于马氏体片相互碰撞,片状马氏体又不能作相应的形变来应力,造成碰遇处的应力场,当应力足够大时就形成显微裂纹。这种先天的缺陷使高碳马氏体进一步增加了脆性,在其它应力的作用下,显微裂纹可能发展为宏观开裂。在日常生活中油缸管得到了广泛应用,例如石油、气动或液压等领域.今天讲一下油缸钢管应用领域.油缸钢管的化学成分主要为锰Mn、硫S,当然还有碳C、硅Si、磷P、铬Cr,通过冷拔或热轧技术处理后形成的高精密钢管材料. 油缸管的实际应用领域 油缸管对于抗氧化要求严格,受益于内外壁无氧化层,由于其化学成分的特殊性以及生产工艺的严格要求,优质的油缸管具有很好的承压性,结构稳定冷弯不变形.在进一步加工中(例如扩口、挤压)不会出现裂缝、表面光亮等特点.因此油缸管大多用来生产气动或液压元件、液压油缸的产品,如气缸或油缸,可以是油缸钢管无缝管.滚压管



