




想知道弯管_中频弯管厂家直销供货稳定产品有多棒?看视频就够了,它比千言万语都更有说服力!
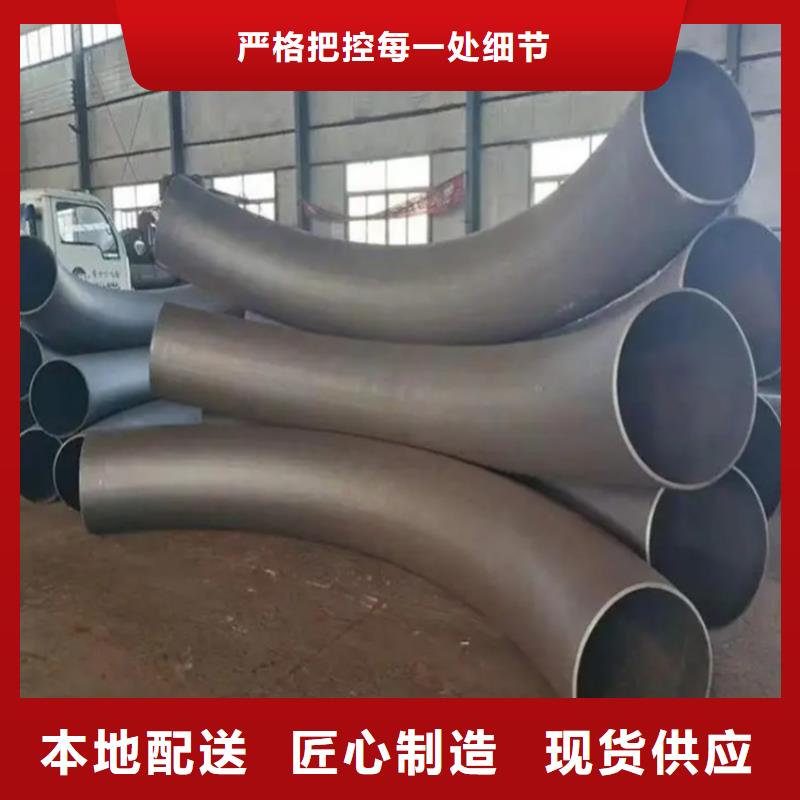
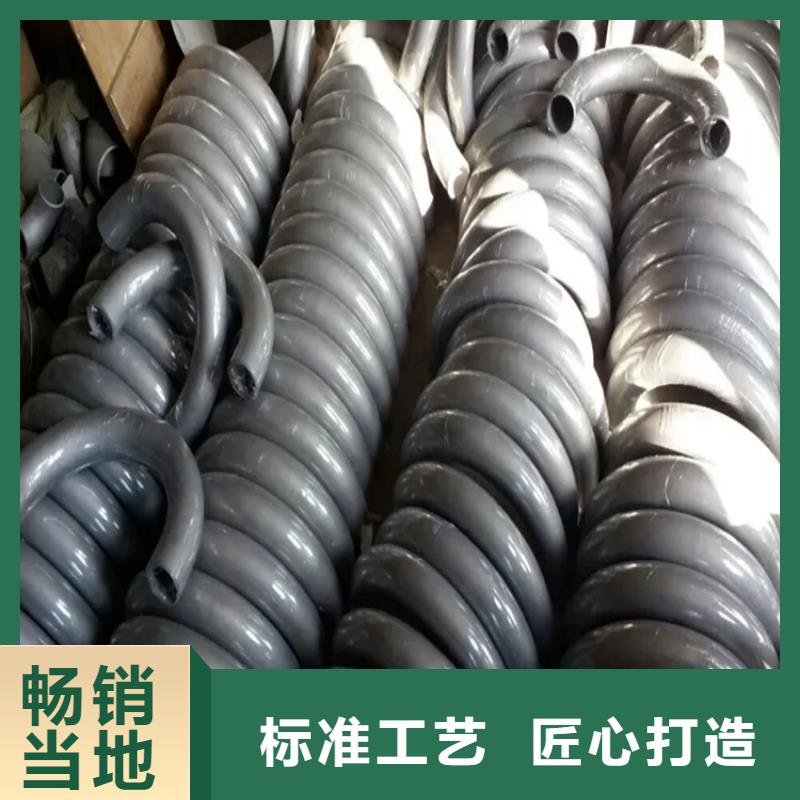
以下是:弯管_中频弯管厂家直销供货稳定的图文介绍
泗阳航萧管件有限公司服务多行业,秉着“崇尚质量、以人为本、追求卓越”的宗旨,以的的品质、合理的价格及完善的服务不断赢得用户的信赖和好评。


弯管加工成型方面的方法囊括哪些。生产弯管的时候,很多人对于弯管的弧度内容都是非常关心的。所以处理弯管加工各个部分内容的时候,如何才能够在加工成型的处理中得到更好的效果是很重要的。希望在处理实际问题的时候都认真的来关心这些相应的情况,只有这样成型的多样化效果才能够变得很好,希望在生产中都认真的来考虑。 弯管加工成型方面的方法囊括哪些 ,制烧结成型的技术 实际在进行弯管加工内容的时候,想要使得产品在成型各个部分表现的内容可以是非常好的。从产品在加工中的方法来看,制烧结成型这样的技术确实已经成为了很关键的一种技术。处理的过程中,特定温度的确认很关键。确认这方面内容的同时,低密度、烧结温度、烧结时间等多种问题还应该更好了解。 第二,注射成型方法应该清楚 从成型的技术处理来看,内部的注射相关的操作也是非常必要的。而在进行处理的时候,产品生产中高剪切作用是不可以忽视的,并且在粉末以及直径这些相关的问题都应该考虑起来,进行施工的过程中,配合好螺杆转速完成后,各个相关的情况才会变得更理想。 所以在弯管加工各个部分成型中的内容考虑的时候,这些相应的问题确实已经成为了很关键的一部分。并且从产品的加工成型中还应该清楚,挤出成型、吹塑成型、二次成型等多种技术都是非常关键的,选择了合适的技术之后,生产的各个部分情况才会处理到更理想。


现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。 因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。 同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。



弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机. 弯管弯曲方法加工怎样完成的 在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。 目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。 如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。 在加工弯头时,对弯曲有一定的要求。 并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。 现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。



