



如果你想要更深入地了解我们的台安20号珩磨管优质产品产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:台安20号珩磨管优质产品的图文介绍
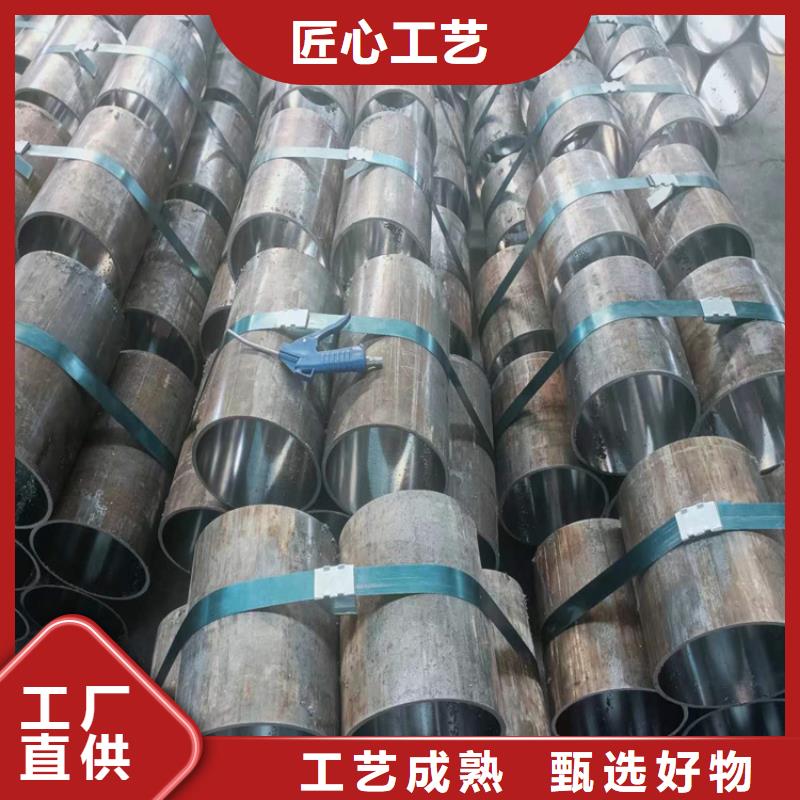
液压机械(鞍山市分公司)主要从事 绗磨管生产厂家,公司坐落于辽河路燕山路交叉口南500米东首,公司技术雄厚,生产设备先进,公司建立以来一直秉持“以人为本,勇于创新,追求卓越,互利共赢”的企业理念。质量是企业生命的原则,实行员工参与的质量管理方针,对于产品的制造,我们不会仅以达到标准就得以满足,停止脚步。而是在允许的范围内超越标准,向客户提供更为优质的产品与服务。


企业旺旺珩磨管绗磨管油缸管 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺 45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。


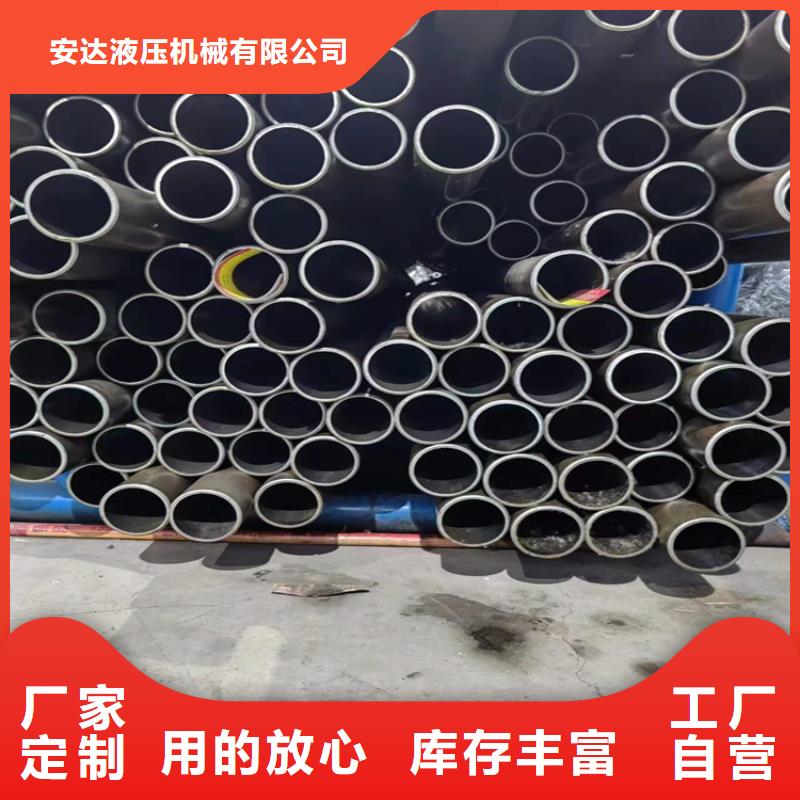
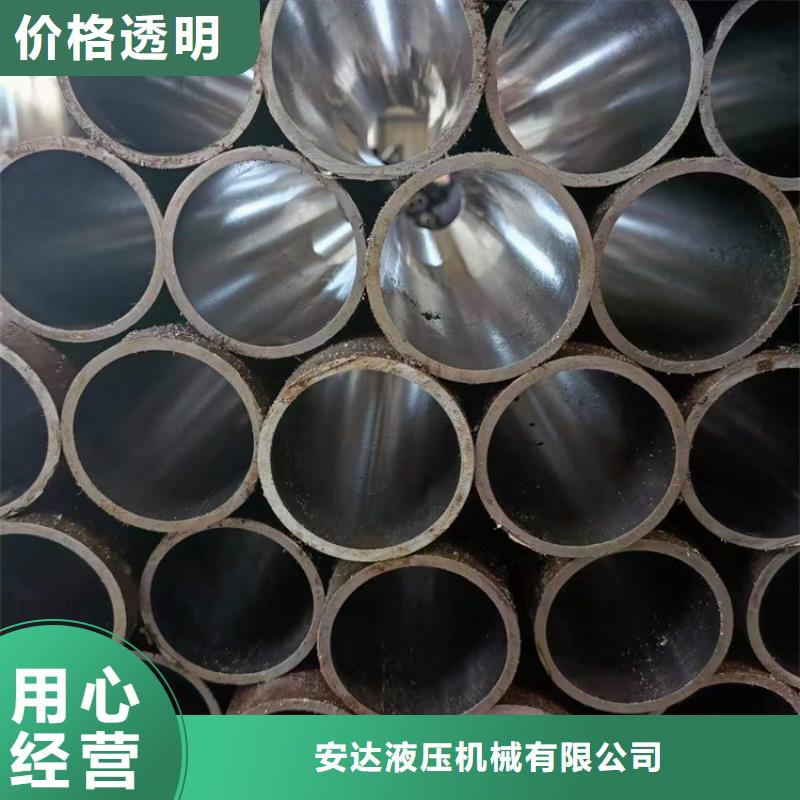
企业旺旺珩磨管绗磨管油缸管厚壁油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。




