




无论您是初次接触还是已经熟悉,我们的16mn螺旋钢管实力厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:16mn螺旋钢管实力厂家的图文介绍


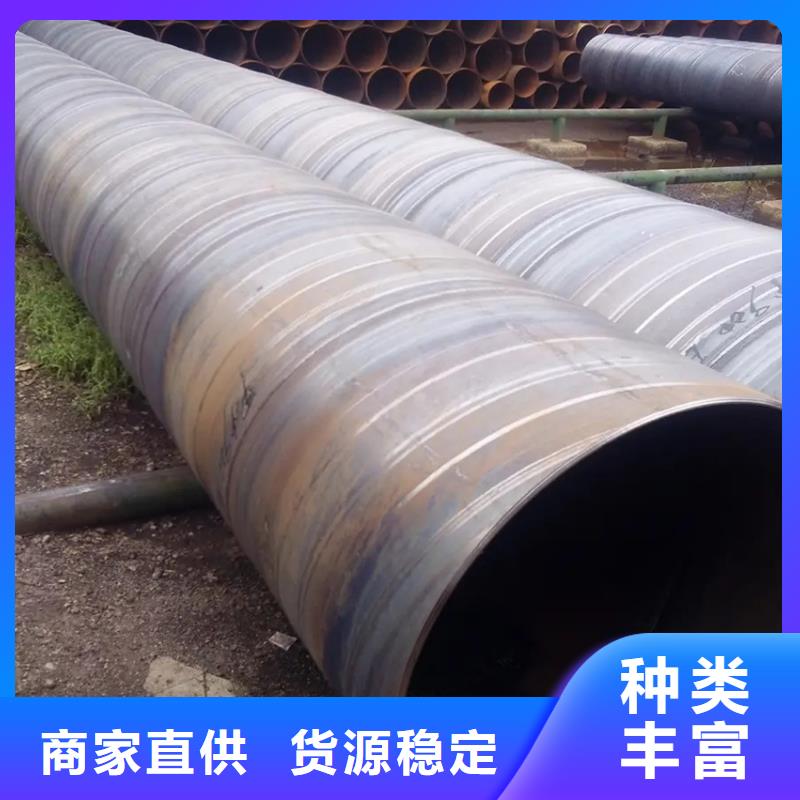
Q355B螺旋管检测是区分螺旋管用途的一个重要条件,大口径螺旋管根根水压检测,小口径螺旋管则是抽检,根据客户的需要决定钢管是否进行工业探伤。 Q355B螺旋管的常用标准一般分为: SY/T5037-2018(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、 GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、 SY/T5040-92(桩用螺旋缝埋弧焊钢管)。



然后,加热到规定温度,或进行炉冷(退火);或将炉门打开,螺旋管-保温螺旋钢管-大口径螺旋钢管-Q235B螺旋钢管-螺旋钢管厂实行空冷(正火,回火):或者为了进行水冷(固溶处理。淬火)将台车拖出炉外。炉子设备简单,投资少,适于生产量较小的热处理。操作的仲缩性强,易于安排。但是,炉温分布不均是难于避免的。虽然也有在炉顶安装搅拌风机的炉子,但也不能解决问题,因为管子是堆积在一起的,其加热速度和速度往往有很大差异。螺旋钢管为了弥补加热不均的影响,不得不延长在炉时间,致使热处理效率低,可靠性差。由于热处理过程中管子是固定不动的,有易产生弯曲的缺点。车底式炉子的台数有逐年减少的倾向。是车底式光亮热处理炉示例,连续式炉将管料连续地装入固定的加热装置中,从另一侧出料。钢管的这种搬运方法是连续式炉子的特征。顺着管子线往炉内送料的有:筒形炉,辊底式炉;与管轴线成90°角往炉内送料的有步进式炉。


苏沪金属制品有限公司(宝鸡分公司)总经理率全体员工衷心感谢社会各界的关心、支持与厚爱,竭诚欢迎广大海内外朋友前来参观,光临指导,惠顾洽谈,共谋发展大计,同创美好明天。




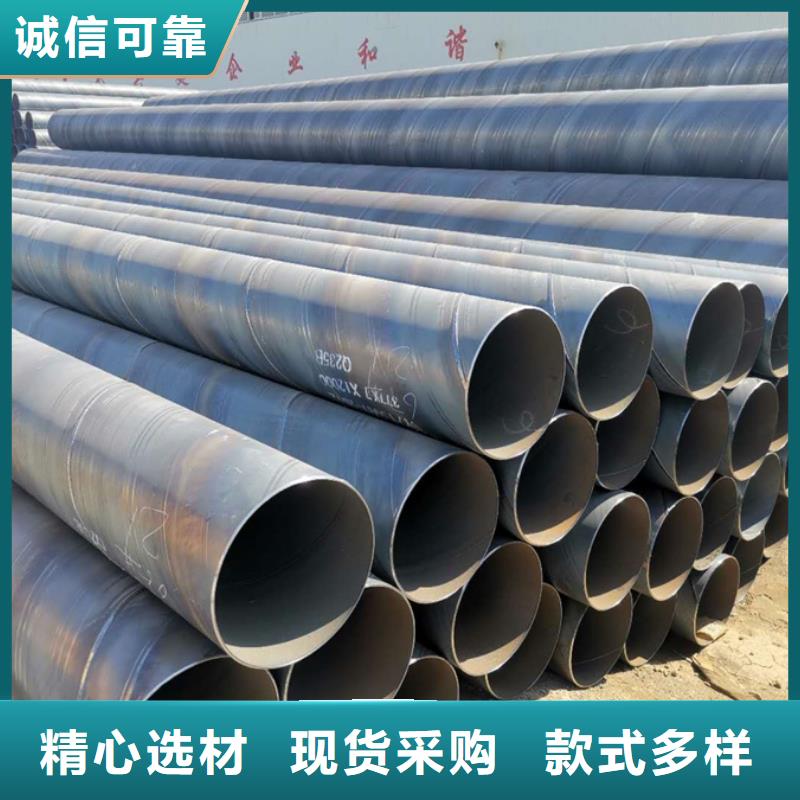
为了进一步优化通用设计方案,Q345B螺旋管厂家统一组织开展了大小口径螺旋钢管通用设计调研工作。征求各网省公司基建生产部门。相关设计单位和大小口径螺旋钢管加工企业的意见,对现有方案进行补充、完善和优化本次调研采取书面调研方式。 Q345B螺旋管双面埋弧焊接工艺指的是在生产螺旋钢管过造成所才用到制造加工工艺。首先将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。螺旋缝双面埋弧焊钢管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋缝双面埋弧焊钢管生产工艺简单、大中口径焊管生产成本相对比较低,具有低成本运行优势,在中大口径低压输水管、热力管和打桩管等市场具有价格优势。螺旋缝双面埋弧焊钢管特点及其标准分类:低压流体输送用螺旋缝双面埋弧焊钢管 (SY/T5037-2018)双面埋弧焊管的垛与垛之间应留有一定的通道,检查道的宽度一般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,一般在1.5到2m。双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。


虽然铁和镍物理化学性能相近,又有无限固溶的冶金互容性,但各自加上不同的合金元素,则变成不锈钢和高温合金后,其物理性能又不相同,16mn螺旋管厂家其组合后的熔焊焊接性就不是太好,略为复杂,但仍然属于没有特殊困难的异种金属焊接。奥氏体型不锈钢同种金属焊接有优良的焊接方法适应性,几乎所有的熔焊方法都可擦焊等可以很好地适应;镍基高温合金同种金属焊接的对高能束等离子弧焊电子束焊和激光焊等及压焊的焊接适应性同样良好,但弧焊方法的适应性较差。其原因之一是镍基高温合金热强性高塑性差以及熔透性差,相同焊接条件下高温合金的熔池液态金属流动性差,熔深只有不锈钢的即使采用大电流高热输入,也不能增加熔深,只能使接头过热晶粒粗大导致热裂纹发生。因此,镍基高温合金从防止热裂纹产生的措施应是采用低热输入小电流的焊接热源,减小过热区高温停留时间,避免晶粒长大导致热裂纹的产生。焊条电弧焊焊及埋弧焊均因为电弧功率太大,而且热输入不可控,所以镍基高温合金的焊接很难采用。



