
产品详细介绍
以下是:紫铜片止水生产厂家的产品参数
导读 紫铜片止水生产厂家,甘肃省天水市兴泰工程材料有限公司为您提供紫铜片止水生产厂家,联系人:张经理,电话:15318168555、15318168555,QQ:2028098034,请联系甘肃省天水市兴泰工程材料有限公司,发货地:莱芜高新区发货到甘肃省 天水市 秦州区、麦积区、清水县、秦安县、甘谷县、武山县。 甘肃省,天水市 天水市因“天河注水”的传说而得名,拥有约8000年的文明史,以伏羲文化、大地湾文化、秦早期文化、麦积山石窟文化和三国古战场文化为代表的“五大文化”。天水市为中国旅游城市,截至2022年4月,天水市共有旅游景区景点228处。
想要更直观地了解紫铜片止水生产厂家产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:紫铜片止水生产厂家的图文介绍
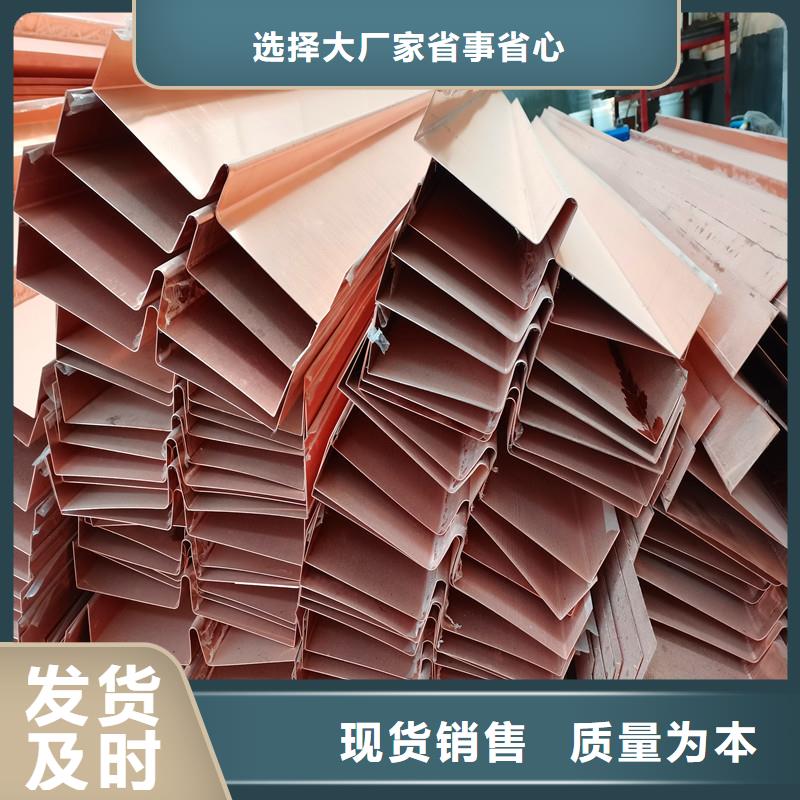
设定止水铜片的部位并不是一个一次性现浇混凝土构架,铜止水必须独立混凝土浇筑,由于这种位置都是有一定的差别,未作解决的水源源不绝渗透到房间内,因此 它是必须应用止水铜片,以实现封口的目地。铜止水 次之,设定几个止水铜片难题,针对低坝和50m下列中坝能够 只选用一道底端防水。中坝及100m下列高坝宜设定底,顶端两条防水。100m之上的高坝宜采用底,顶端两条防水,或底,中,顶端三道防水。 第三,不一样坝高的压性竖直缝均应选用硬平缝构造,只需选用一道底端防水。缝的一侧缝面该涂沥清保湿乳液等防粘合剂。止水铜片下应设定PVC垫圈并粘接在混合砂浆垫座上。止水铜片两边底角应设定沥清止浆条。高坝张性竖直缝宜选用底,顶端两条防水,中,低坝可只选用一道底防水,其构造同压性缝。 第四,在止水铜片的固定不动时,应尽可能确保止水铜片与变形缝的中心线相匹配,避免挪动,而且二块止水铜片必须 电焊时,电焊焊接必须 不断检测,防止出现焊接,为了更好地确保激光焊接品质,可选用双面焊。 第五,拐角处的止水铜片解决难题必须 挑选适当的止水铜片连接头, 是采用一次性成形铜防水连接头。



铜止水片(是由紫铜或纯铜生产加工而成),铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。



天水兴泰工程材料有限公司拥有经验丰富、技术强大的专家队伍、业务娴熟的技术工程师和训练有素的销售人员,无论现在还是将来,我们都将为您提供设计良好、性能的 铜止水产品以及及时、周到的售前、售后服务。



总结 紫铜片止水生产厂家_甘肃省天水市兴泰工程材料有限公司,固定电话:15318168555,移动电话:15318168555,联系人:张经理,QQ:2028098034,高新区 发货到 甘肃省天水市。