

产品详细介绍
PE管 衬PE管所用聚乙烯粉末介绍:
简称PE,是乙烯经聚合制得的一种热塑性树脂。在工业上,也包括乙烯与少量 α-烯烃的共聚物。聚乙烯无臭,,手感似蜡,具有优良的耐低温性能(**使用温度可达-70~-100℃),化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸),常温下不溶于一般溶剂,吸水性小,电绝缘性能优良;但聚乙烯对于环境应力(化学与机械作用)是很敏感的,耐热老化性差,可以通过添加相应的助剂来改善其性能。聚乙烯的性质因品种而异,主要取决于分子结构和密度。采用不同的生产方法可得不同密度(0.91~0.96g/cm3)的产物。
聚乙烯可用一般热塑性塑料的成型方法(见塑料加工)加工。用途十分广泛,主要用来制造薄膜、容器、管道、单丝、电线电缆、日用品等,并可作为电视、雷达等的高频绝缘材料。随着石油化工的发展,聚乙烯生产得到迅速发展,产量约占塑料总产量的1/4。1983年世界聚乙烯总生产能力为24.65Mt,在建装置能力为3.16Mt。钢衬PE管厂家**钢衬PE三通、钢衬PE弯头等管件是利用碳钢管为基材,采用特殊工艺制作而成。该产品具有强度高、附着力强、不易老化、耐腐性能好,适应范围广,使用寿命长等特点,特别针对含有氯离子的腐蚀介质,具有独特的性能,是极好的防腐材料。钢衬塑三通、弯头管件一般与钢衬PE·管道配套使用。


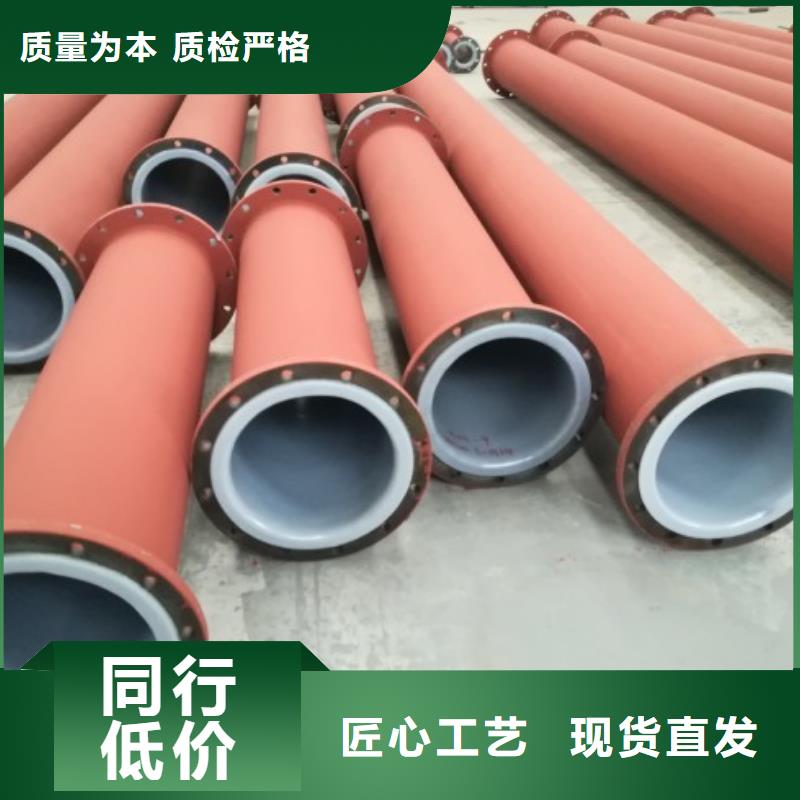
公司生产的PE衬塑管道,是由多种改性共混聚合物与钢管滚塑复合而成,它既保留了钢管的强度和传统的连接方法,而且经过塑料材料不同的改性,充分发挥了PE塑料材料的耐腐蚀、抗老化、高耐磨、无锈、、内壁光滑等特点。改性后的钢衬PE管道,可达到卫生标准,是使用在民用建筑、城市给排水上的产品,经改性后的耐腐蚀的PE钢衬塑复合管,是石油、化工、电力、煤炭、轮船、码头等行业的工业管道的替代产品。
碳钢衬塑管件有衬塑弯头、衬塑大小头、衬塑三通,是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料管,经冷拉复合或滚塑成型,我们目前采用的就是滚塑成型。
滚塑成型又称旋塑即旋转成型、旋转模塑、旋转铸塑、回转成型等。是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,使模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型、脱模,后获得制品。从而使得它既有钢管的机械性能,又有塑料管的耐腐蚀,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。
钢衬塑管道的特点:
1.钢衬塑管道具有优良的物理性能
2.具有极好的耐腐蚀性能
3.机械强度与钢管相同
4.钢衬塑管道卫生、不积垢,不滋生微生物、保证流体品质
5.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴极剥离
6.安装工艺成熟、方便快捷
7.钢衬塑管道耐候性好,适用沙漠、盐碱等苛刻环境
8.钢衬塑管道管壁光滑、提高输送效率、使用寿命长



衬塑钢管新型材料环保
新型衬塑钢管新型材料环保,高层修建的衬塑钢管和消防管材长时间运用压力约为1.6MPa支配,因此内筋嵌入式衬塑钢管的计划压力判定在2.0MPa基本上能满足修建给水的压力运用恳求,同这一参数也是壁厚计划的首要参数。
运用温度也是管材计划的一个首要参数,它决议着材料的许用应力。在工作中按输送水的温度分为冷水和热水,在产品结构判定后选用何种技术进行出产是如今经济活动中至关首要的,它直接相关了产品的出产成本和出产功率,一同又反过来对产品的结构计划、材料的挑选提出技术上的恳求。内筋嵌入式衬塑钢管选用一同的机械拉拔复合技术,通过对金属管的缩径压榨内层塑料管,使两种材料发作 性合理过盈,加之焊管内表面一同计划的斑纹内筋对塑料管表面面的嵌入作用,以及塑料管复合前的物理和化学改性,使得内筋嵌入式衬塑钢管具有不分层、不缩管,长时间运用有确保的技术特色。这种一同的技术出产功率高,进程控制易行,复合质量高。
衬塑钢管联接方法可靠便利:
管道之间的联接方法是建材工作较首要的疑问,联接强度可不可靠、便不便于设备、修补,能不能适应恶劣的自然条件,这些疑问都是用户、计划、施工等各个单位较关心的疑问。内筋嵌入式衬塑钢管运用冷挤压原理在距管材端面一定间隔作引伸变构成一小型圆弧槽,再将卡簧式不锈钢卡环置入槽内,套上螺母或接口、新式珐琅管件及其附件,旋紧即可,设备便利。由于卡环协作部位的锥面自锁计划,以及选用端向和径向的双向密封计划,使之具有可靠的联接强度和抗渗漏功用。一同由于一切管接头选用的是可拆卸结构,加之专用活接收件的协作运用,使其修补极端便利。



香港纵横机械制造有限公司是专业销售、生产(香港) 本地 衬胶管厂家于一体的综合性企业。公司秉承“诚信为本、客户至上”和“专人、专业、专心,做精、做细、做透”的经营理念,以金属流通为主业,以“优质、快捷、”为标准,服务客户,奉献社会,规模实力不断增强,品牌信誉日益。



衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过高和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。


