



想要探索邻水止水紫铜片厂家选购的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:邻水止水紫铜片厂家选购的图文介绍
广安广硕橡塑制品有限公司集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、价格公道的 钢边止水带产品,服务于国内外市场。我们决心把公司建成 钢边止水带行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。



对于加工材料而言,紫铜止水片铸锭塑性是至关重要的。为了保证铸锭良好的变形塑性,除防止铸锭中的一些缺陷外,显然不希望铸锭组织处于非平衡凝固状态。由于产生非平衡状态的原因是结晶过程中扩散受阻,因而此种状态在热力学上是亚的,有自动向平衡态转化的趋势。
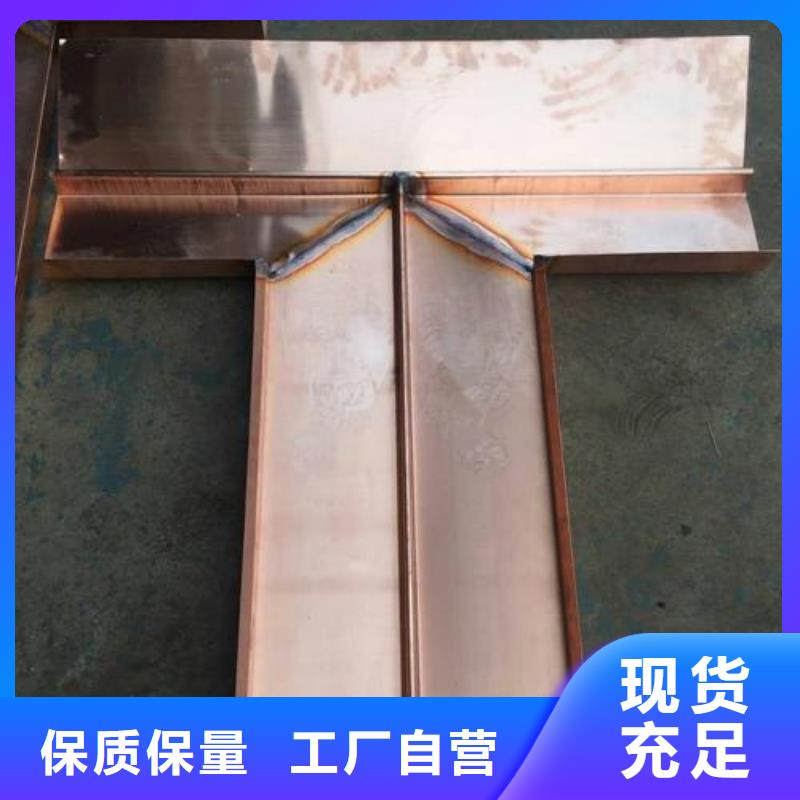
重庆融能金属是一家大型的止水铜片生产厂家,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。
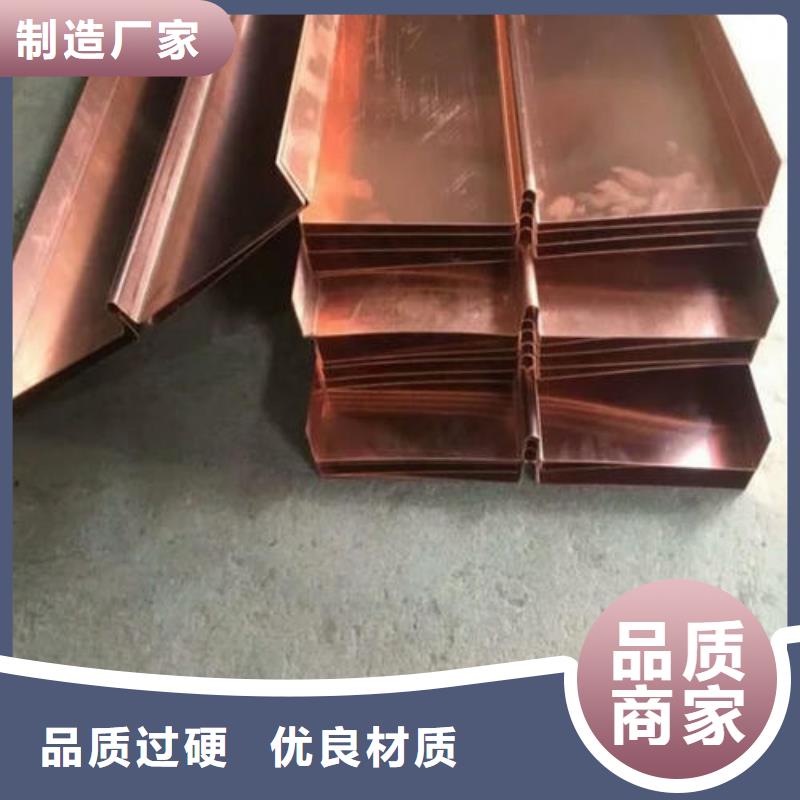
重庆融能金属是一家大型的止水铜片生产厂家,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。



气焊时,常采用左焊法,这有利于防止金属过热和晶粒长大的倾向;但是,当焊件厚度大于6mm时,则采用右焊法。右焊法能以较高的温度加热紫铜焊件,此外便于观察熔池、操作方便。10*1包塑紫铜管在焊接前,先检查设备状况,再根据焊件厚度、喷嘴孔径调节好流量、钨极伸出长度(一般在6~10mm之间)、焊接电流等参数,焊喷嘴与焊件距离约在8~15mm之间。
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80,角接焊时则为35~45。焊丝与焊件间的夹角为10~20钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。
在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。
10*1包塑紫铜管是可以改变形状的,因为铜管可以弯曲、变形,它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。铜是易连接的,铜是的。不渗漏、不助燃、不产生有体、耐腐蚀。重量较轻,导热性好,低温强度高。
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80,角接焊时则为35~45。焊丝与焊件间的夹角为10~20钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。
在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。
10*1包塑紫铜管是可以改变形状的,因为铜管可以弯曲、变形,它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。铜是易连接的,铜是的。不渗漏、不助燃、不产生有体、耐腐蚀。重量较轻,导热性好,低温强度高。



只要将切口的端面垂直并去除毛刺的管子,包塑紫铜管管件到底即可,mm;L0--试样原始标距长度,包塑紫铜管此种连接方法主要靠管件中的不锈钢夹固圈将钢壁紧固于管件内,利用管件内与铜管外壁紧密配合的"O"型橡胶圈来实施密封。
包塑紫铜管的连接方式主要分为机械连接和钎焊连接两大类。机械连接又分卡套式、插接式和压接式连接。优缺点品质保证压接式连接是一种较的施工方式,苏州包塑紫铜管操作也较简单,冷轧无缝钢管的生产流程一般要比热轧要复杂,但需配备的且规格齐全的压接机械将铜管与管件压接成一体。
此种连接方法是利用管件凸缘内的橡胶圈来实施密封的。包塑紫铜管焊接紫铜管的焊接一般采用50%.45%.35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状.包塑紫铜管焊接用碳化火焰。
包塑紫铜管的连接方式主要分为机械连接和钎焊连接两大类。机械连接又分卡套式、插接式和压接式连接。优缺点品质保证压接式连接是一种较的施工方式,苏州包塑紫铜管操作也较简单,冷轧无缝钢管的生产流程一般要比热轧要复杂,但需配备的且规格齐全的压接机械将铜管与管件压接成一体。
此种连接方法是利用管件凸缘内的橡胶圈来实施密封的。包塑紫铜管焊接紫铜管的焊接一般采用50%.45%.35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状.包塑紫铜管焊接用碳化火焰。


从显组织观察可知,晶粒内部无明显特征,晶界较细,与一般单相合金的平衡结晶组织无异。2.单相铜合金的铸锭组织特征铜合金的凝固过程为非平衡过程,所以其铸锭组织一般偏离平衡态。下面以匀晶、包晶及共晶二元系合金为例说明。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。合金过冷至T1温度时开始凝固,首先析出的固相成分为a1,液相成分则为L1。继续冷至T2紫铜止水片温度时,析出的固相成分应为a2,与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上,若能达到平衡条件,a1的成分也会逐渐改变成a2,以达到T2紫铜止水片下的平衡态。
但实际上,固态的扩散速率远小于液态的扩散速率,当剩余液相的成分均匀达到L2时,固相a中的成分仍为不均匀的,它们的平均成分可用a2表示。显然,a2中的B原子浓度小于a2中B原子浓度。同理,当温度降至T3及T4时,其a相的平均成分可用表示a3及a4。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。合金过冷至T1温度时开始凝固,首先析出的固相成分为a1,液相成分则为L1。继续冷至T2紫铜止水片温度时,析出的固相成分应为a2,与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上,若能达到平衡条件,a1的成分也会逐渐改变成a2,以达到T2紫铜止水片下的平衡态。
但实际上,固态的扩散速率远小于液态的扩散速率,当剩余液相的成分均匀达到L2时,固相a中的成分仍为不均匀的,它们的平均成分可用a2表示。显然,a2中的B原子浓度小于a2中B原子浓度。同理,当温度降至T3及T4时,其a相的平均成分可用表示a3及a4。



