


想要更深入地了解我们的不锈钢复合管桥梁护栏包办运输产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:不锈钢复合管桥梁护栏包办运输的图文介绍

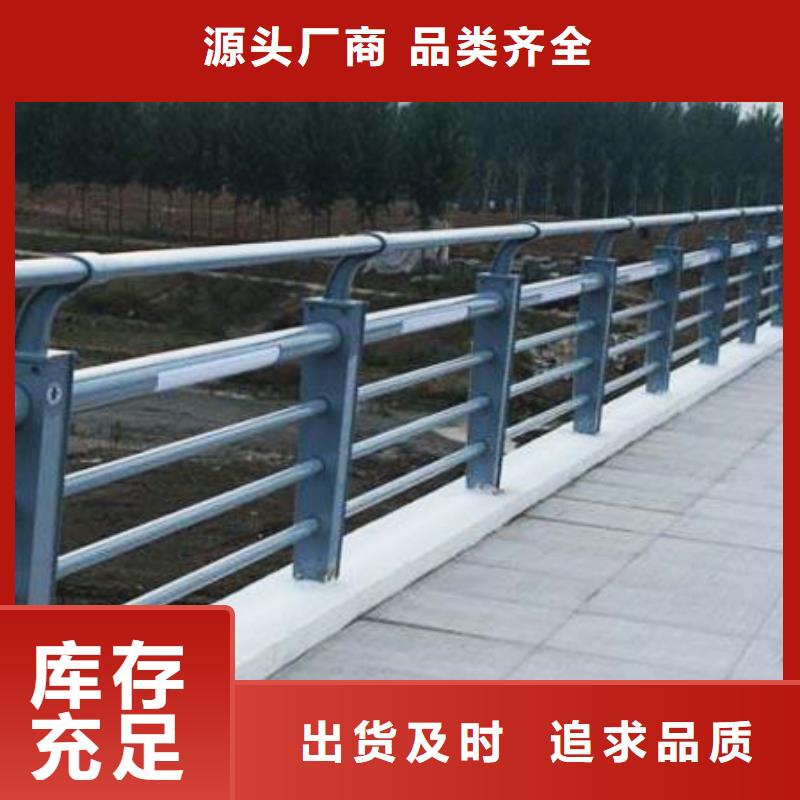
德州润达不锈钢复合管生产制造厂家以质量求生存,以科技求发展,不断为用户提供满意的 桥梁立柱 产品; 桥梁立柱 产品畅销全国各大、中、小型企事业单位。坚定不移地执行“ 将心比心,与用户一心,以心换心,让用户放心 ”的质量方针和热情周到的售后服务制度,保持和发扬良好的职业道德风尚,欢迎广大用户光临指导,实地考察,真诚合作!



随着工业技术的发展,环境介质的复杂化,以及国际竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而不锈钢复合管及其生产技术得到迅速发展。对于强腐蚀、高磨损、高工作压力环境下使用的流体管道,通常采用高品质的不锈钢或高合金含量的无缝钢管,这类管材由于大量添加合金元素,其价格是一般普通无缝钢管的几倍或几十倍。多年来,管材用户和生产商一直在努力寻求通过不同金属的复合,从而获得一种既能满足苛刻的使用环境,又价廉物美的高性能复合管材。

润达不锈钢复合管生产制造厂家



不锈钢复合管护栏焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。

