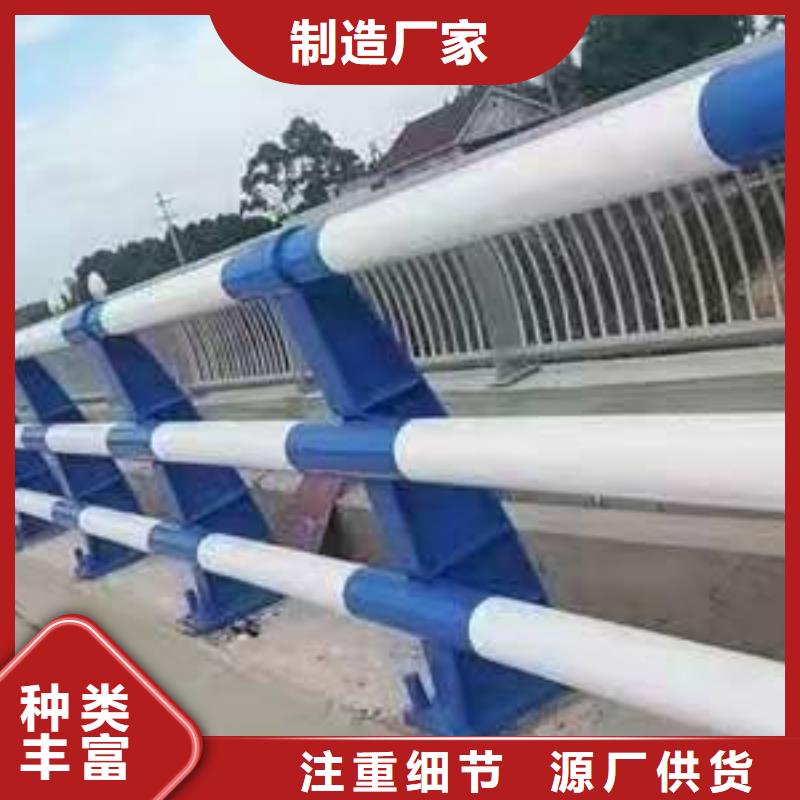


河池金立恒金属制品有限公司主要产品有 桥梁防撞护栏。公司依靠先进技术,务实创新,为顾客提供优质的服务。公司坚持“以人为本、夯实基础、科技创新、与时俱进”的企业精神,凭着“诚信、负责、创新、团队”的企业文化,将“诚信经营、务实专业、追求卓越”经营理念发挥到j i致,力求打造成知名的环保专业团队。我司始终坚持以产品质量为根本,以技术创新为动力,不断研发先进、、节能的新产品。立柯环保以雄厚的技术力量、精良的加工设备、先进的加工工艺、完备的检测手段以及完善的质量保证体系、周到的售前售后服务,去诠释先进的管理、专业的设计走向世界的高新技术领域。



不锈钢复合管护栏不锈钢复合管怎么进行打压试验的
锈钢复合管是一种比较重要的不锈钢的产品的,关于不锈钢复合管而言更为重要的便是确保它的各种的修建以及工程
方面的作用,不锈钢复合管的衔接作用是比较强壮的,关于不锈钢复合管的运用的领域和场合也是比较多的,它经常
在一些重要的场合以及许多的方面中发挥着活跃的用途的。不锈钢复合管需求必定的高度和压力才能进行运用的,所
以在进行运用的时分必定要注意打压,这样的话它会更加的适用于压力大的当地,并且是拥有着杰出地状况的。以下
是相关的打压的试验:
把管衔接在一起形成一个圈,成一根管了,试压器接在任何一个出水口都能够,这时的压力指针是0个压。当一切水
管通路悉数衔接好后才能够试压,在测压前要封堵一切的堵头,封闭进水总管的阀门。测压时,加压直到压力表的指
针指向0.9-1.0左右,也便是说现在的压力是正常水压的3倍。坚持这个压力值必定时刻。
不同的水管测压时刻不一样,薄壁不锈钢管是30分钟,只能超出不能少;不锈钢复合管,它的时刻是20分钟;镀锌管要
是4个小时。
不锈钢复合管打压试验成果判断:在试压的时分要逐一查看接头、内丝接头。堵头都不能有渗水,有的人说堵头渗水
没事,那是哄人的,堵头渗水就直接影响试压器的表针,表针不断的下降谁能知道那个当地查看的是否详尽。
试压器在规定的时刻内表针没有一点点的下降或者下降幅度小于0.1就阐明水管管路是好的,同时也阐明试压器也是
正常工作状况。不锈钢复合管采用全屏蔽双密封管件衔接,能够达到密封不透水的百年运用作用,可是前提条件是装
置必定要到位。



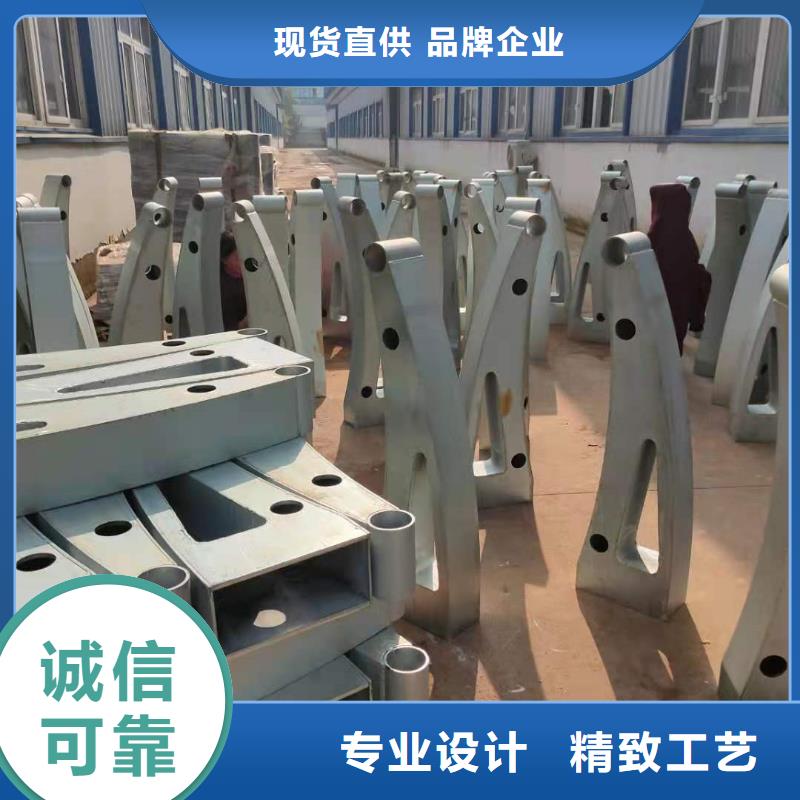
河池金立恒金属制品有限公司企业主要产品有 桥梁防撞护栏等产品。河池金立恒金属制品有限公司的开发紧追时代潮流,不断推出更新颖、更优质的河池金立恒金属制品有限公司系列产品。






如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。


