

9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
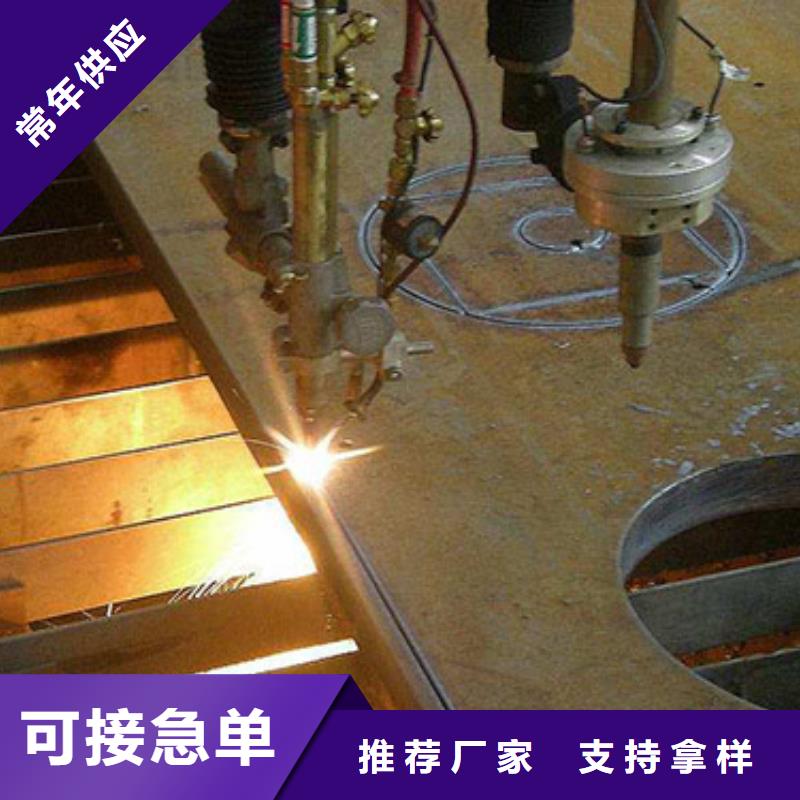
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。


45#特厚钢板切割方块与圆饼价格一样吗?那么问题来了,钢板切割是按方算还是按圆算?
在对特厚钢板进行下料的时候,具体的价格受到很多因素的影响,正确的做好各个方面的了解,并且对价格的情况进一步的认识,然后才能够知道一些具体的情况,今后在选择的时候会有一些依据,对于我们大家来说也都很重要,因此必须要提前来做好相应的考量。
下料方法不一样
特厚钢板下料的过程中有多种不同的方法,每一种方法在价格上都会存在着差别。下料之前,正确的了解各种不同的方法,并且对每种方式的优势和不足有所关注,同样也应该了解具体的价格,把这些事情都认识清楚,接下来再进行对比,从一个综合的角度找到更适合的。
材料的数量有差异
当我们进行特厚钢板下料的时候,价格还会受到数量的影响。一次性下料的数量比较多,价格就会比较便宜。不同的厂家,在下料的过程中,价格上都会存在着一些差异,能够正确的做好对数量方面的了解,并且做好对价格的认识,找到一个价格更合理的地方。
在进行特厚钢板下料的过程中,人们对价格的关注,需要真正考虑到具体的下料方法,同样也要知道材料数量的差异,并且对不同厂家进行考察。在面对选择的时候,不要随意的作出决定,而是应该做好各方面的规划,考虑到自身的需求,在认识厂家能够提供的服务,把这两个方面综合的考虑更清楚。
45#钢板零割价格使得钢板切割缝有水渗出的究竟是什么原因
45#钢板切割过程中,一般都会采用钢板零割价格的方式,但是操作人员发现,钢板的切割缝出有水渗出来,
这是什么原因造成的呢?这其实还是要从钢板零割价格工艺的原理开始说起。
钢板零割价格就是通过对钢板进行加热,当其达到液态时就可以使得钢板出现切口,在这过程中,
加热的火焰是由乙炔燃烧产生的。这样的燃烧过程其实也是一种氧化过程,所以会有大量的热量出现,终的结果是生产水汽。
数控等离子零割机是钢板零割加工中常用的设备之一,它因为、的零割效果受到了用户的青睐,但是这种设备在操作的时候 的问题就是带来的污染,这也是限制数控等离子零割机受到大范围推广的主要原因。那这些污染是什么呢?有没有办法可以呢?
数控等离子零割机在进行钢板零割的时候,带来的污染主要来源于电弧光的辐射、烟尘颗粒、电磁场、噪音等等,这些污染都有可能对人体或设备造成伤害,所以采取相关保护措施是必要的,针对电弧光带引起的辐射,操作者要做好防护,带上面罩、手套等工具,如果能采用水下零割就更好了。
数控等离子零割机零割中产生的金属烟尘颗粒也是一大伤害,所以这样的零割作业 在开阔的场地进行,而且还要配置通风设备和除尘净化设备。屏蔽护罩的设置以及缩短零割时间,都是为了能避免电磁场带来的影响。
45#特厚钢板切割方块与圆饼价格一样吗?那么问题来了,钢板切割是按方算还是按圆算?



11年来,湖北聚贤丰汇金属材料有限公司一直坚定不移地致力于“向用户提供各种各样的 圆钢产品,其 圆钢产品质量超过了国际标准。今年公司投入大量资源,通过先进的生产设备、和测试设备,建立新工厂,提高标准和定制 圆钢产品的生产效率。也保证了每一道工序的科学性。在未来,我们正努力成为全球客户喜爱的品牌,并始终坚持以“创新和绿色逻辑”为核心的核心经营战略。


