





想要知道工字钢拉弯厂家-报价产品如何?看视频就知道!看视频,选产品更明智!
以下是:工字钢拉弯厂家-报价的图文介绍


弯管的加工效率低问题怎样解决。因为客户应用到的弯管生产设备,包含走刀组织、激光切割组织,弯折组织和回到组织,载入组织机构在架构,用以从这当中输气管,管路储放到声卡机架,阻拦组织机构在架构上,阻拦组织与装车组织相对性设定,以阻拦传至架构预订长短的管路,弯折组织机构在阻拦组织上,载入组织弯折激光切割管,原材料回到组织用以将弯管移除架构。 弯管的加工效率低问题怎样解决 弯管生产设备处理弯管生产效率低的问题,目前适用的高压管生产设备采用管辊组、管辊组旋转驱动设备和驱动辊升辊,管辊组设在管道中间和管道出口,管辊组包括滚筒,工作压力辊及其旋转支撑点是管道周围的支撑点, 当今的工作压力辊,可转动地支撑点在架构的走刀辊,以排出来辊中间的部位处,而且辊子可拖动地可拖动地装配线在架构上,转动辊组转动控制器,现阶段可即时调整管材管的弯折半经,构造简易,实际操作便捷,制造便捷,如今应用到的弯管生产设备,其技术规范包含架构和设定在架构顶端的操作台,操作台下设工作压力槽和2个翻转槽。 由于弯管生产设备拖动预制构件,设定在精准定位预制构件和架构中间,且拖动预制构件结构成拖动精准定位预制构件,以顺着2个翻转槽的联接方位的构件,以驱动器精准定位表层背驰或挨近翻转槽,而且拖动构件与固定不动的精准定位表层部位联接,固定不动部件以保持轻轻松松管路精准定位的实际效果,因而弧型弯管的构造是平稳的。



加热炉环形弯管生产制造加工工艺。 伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。 加热炉环形弯管生产制造加工工艺 一、我企业引入了一套大中型环形管生产流水线,将弯管机冷拔弯管工作能力至R/D=1,另外具有双重双R卷制的作用,自动化技术水平。为对该环形管生产流水线中关键构成机器设备弯管机开展试弯调节,及对该生产流水线将要担负的初次生产制造每日任务的可行性分析开展论述,因而需开展有关的工艺性能实验。 二、应用领域及标准 水管直径:Φ32-63mm 水管壁厚:3-11mm 弯曲半径:32-22b250m 少弯曲半径:1D(弯折标准:壁厚/管经>10%) 弯折精密度:±0.1° 弯折速率:0-3r.p.m 弯折视角:0-190° 三、关键构成部分 机械结构:机器设备床体、弯折悬臂、顶镦组织、夹持模、靠模等 电气设备自动控制系统:弯管主要参数的操纵、调整和显示设备、故障检测和报警设备、自动开关和调整旋纽等 液压机自动控制系统:液压系统、液压机比例阀、输油管等



航萧管件(鞍山市分公司)总部坐落于坐落在闻名的 弯管生产厂家之乡辽宁鞍山,这里风景秀丽,美丽富饶,占地面积6000余平方米,厂房面积6000平方米,城市]及标准设备80余台,是城市] 弯管生产厂家的专业生产厂家,。本厂 弯管生产厂家产品生产已有20余年历史,积累了丰富的经验技术,性能一直处于同行业中较高地位。20余年来,公司秉承现代企业的科学管理模式,精工制造、锐意进取、开拓创新、快速崛起成为国内 弯管生产厂家业专业厂家。



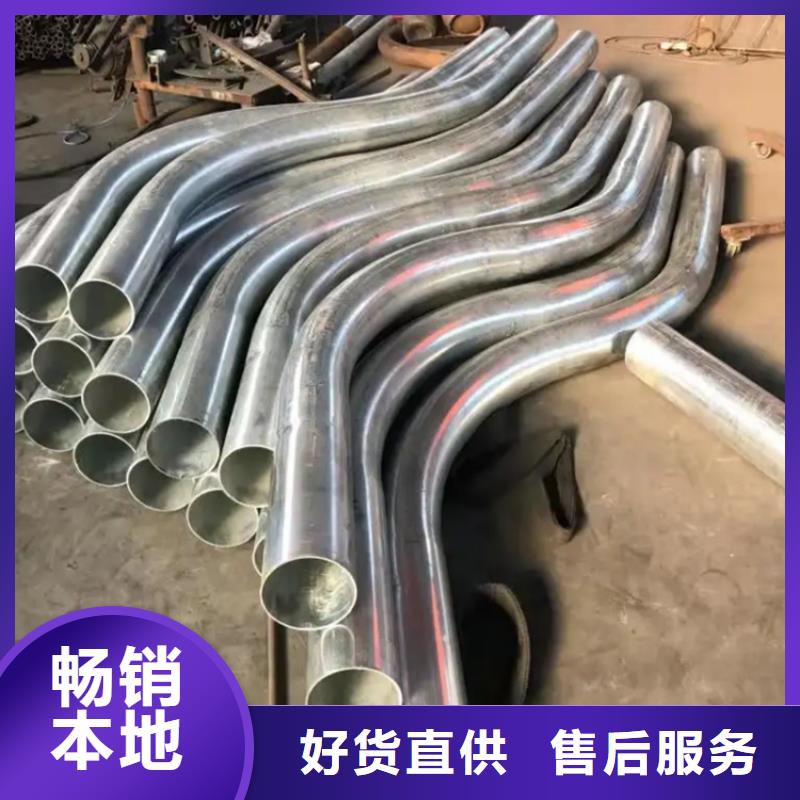
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



全自动弯管机在日常使用中如何避免故障 在使用过程中,任何一台机器都会遇到这样或那样的问题,全自动弯管机也不例外,我们首先考虑的是如何解决,如果能把一些经常遇到的问题整理一下,这样以后解决问题的时候就有章可循了。 在日常使用中,全自动弯管机会常出现什么问题?实际上,这些问题我们早在之前的文章中就有提到,往往出现问题的地方就是液压区,因为机器在弯曲管子时,管子用金属圆锯切割会留下许多小铁销。这类铁销如不清理干净,就直接拿到弯管机加工弯管,而许多弯管机的模具都有芯棒来弯曲,因为怕饱满度不够高,所以会出现起皱、塌陷等现象。 因此,当弯管机将管材插入芯棒时,这些小铁销就会掉下来,而那些未清理干净的铁销则会掉进机身内部的油箱里,众所周知,液压弯管机使用油泵输入液压油,依靠电磁阀提供液压动力。因此,这些铁销进入油箱后,大部分都会被进油管内的过滤网过滤掉,但也会有一小部分铁销进入油泵内,这样,被吸入进油泵的铁销就会进入电磁阀内,这些铁销由于不能在电磁阀内流动而产生液压电磁阀堵塞,而液压油不能流动这样会出现相应的动作,从而导致液压弯管机不能正常工作。 即使出现这种现象也不必慌张,只要按照控制面板上的按键来手动地按下某个动作,再看电磁阀上的指示灯看一下,看看哪个电磁阀不工作了,再关机。再用一个4mm的内六角扳手,将电磁阀拆下固定在油板上。在用洁净的煤油清洗电磁阀后,用将内燃机内部吹净,将内燃机内的铁销清洗干净后,再安装上去就可以解决了。

