
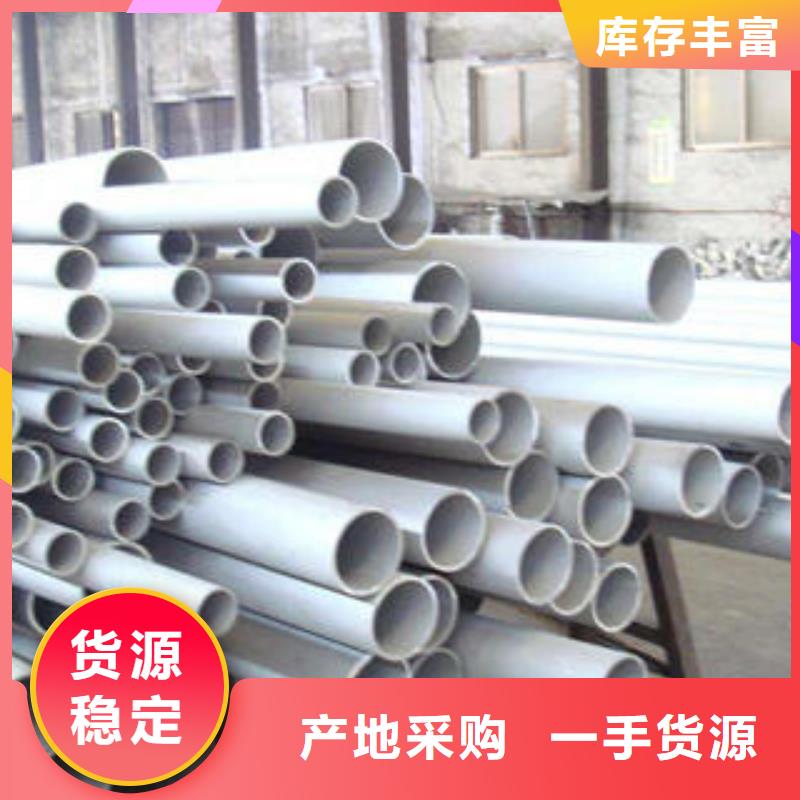


昌盛源不锈钢板生产厂家(保定市分公司)本着“【不锈钢管】品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的【不锈钢管】产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!



我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?,由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。



我们在使用不锈钢焊管的过程中,若是沾到油渍该怎么办呢?如何在油渍的同时又不对不锈钢焊管造成损伤? 采用化学除油的方法能够更好地达到预期效果,其操作要点有以下几个:化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。使用12-15%的硝酸(按体积)进行化学除油处理,温度为40℃-60℃,时间为2-4小时。不锈钢焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动不锈钢焊管,使内腔溶液不断更换,以提果,必要时取出不锈钢焊管,用水气冲洗后再进行浸泡。化学除油直至管件表面完全被水润湿。在去除不锈钢焊管的油渍时,采用化学除油的好处就在于能够做到深层清洁,但同时又不损伤焊管本身,其中的操作细节是您需要注意的。此外,在平时对不锈钢焊管进行存储时也应当保证环境足够清洁,否则潮湿引起的腐蚀对于焊管也是极大的伤害。


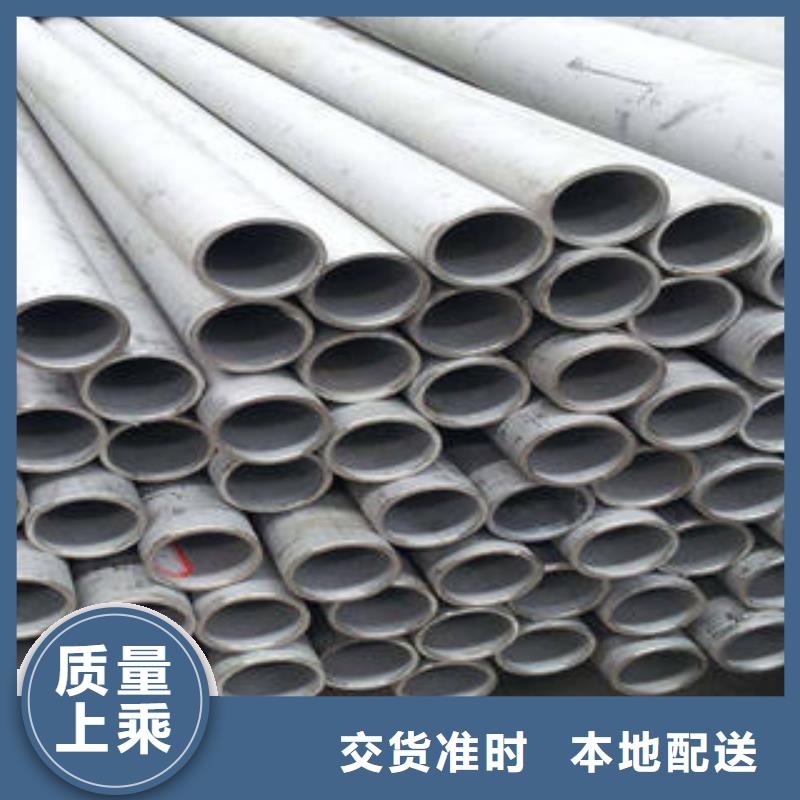
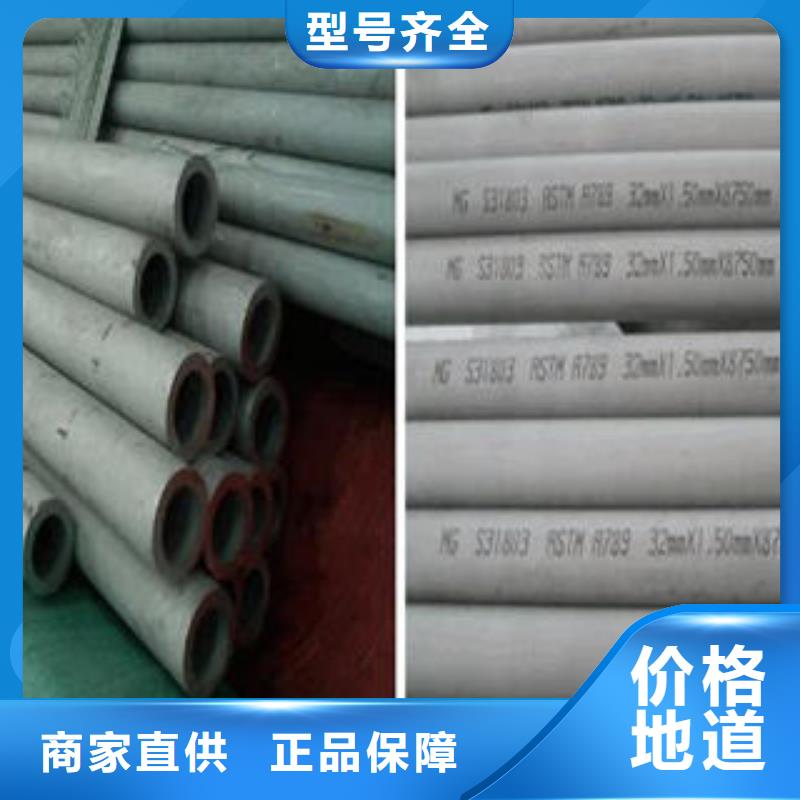
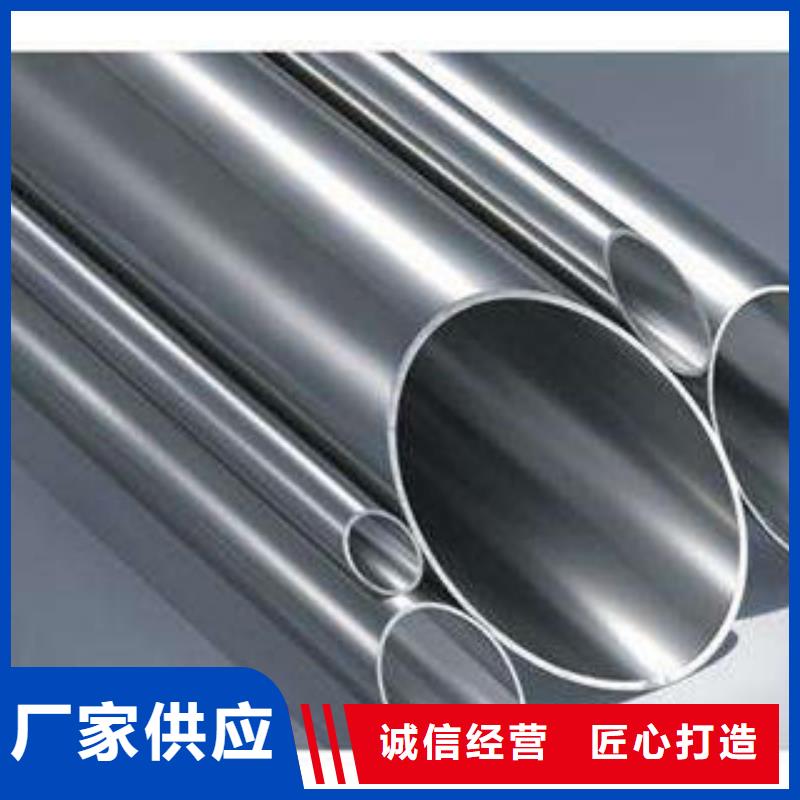
不锈钢换管改造传热性能优异,由于采用壁厚0.5-0.8mm薄壁材料,提高换热性能,在相同的换热面积下,约为铜管的1.2~1.30倍.抗蚀性能强,耐点蚀、氨蚀和一般腐蚀,使用寿命可达二十年以上。 凝汽器不锈钢焊接钢管是引进进口制管设备制造而成,质量与进口管材相当或略强,焊缝金相组织与母材一样,强度等机械性能略好。由于带材厚薄均匀,表面光滑平整,其质量确比同种材质的冷拨、热轧无缝不锈钢管好。延伸率大于35%,并且硬度小,易于胀接。不锈钢焊管由高精度自动化制管设备,通过自身蚀溶焊接,翻卷成形,在无任何金属填充物下,充入气体保护(管子内外侧)焊接而成,焊接方式为TIG工艺,并作在线固溶涡流探伤。



