




想知道学焊接怎么报名?电气焊技校|学氩弧焊报名地址产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:学焊接怎么报名?电气焊技校|学氩弧焊报名地址的图文介绍
企业文化是保持企业基业常青的根本。全日制大专(保定市分公司)在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以追求完美永创佳绩为核心价值观的企业文化。公司成功探索、创造了利用引进技术与自我发展相结合的模式,以不畏艰险的开拓精神、令人瞩目的发展成就,把完美刻进了企业的历史进程。随着 保定虎振学校招生电话市场环境的变化,追求完美更是公司坚定的信念、前进的动力。


电气焊高级班
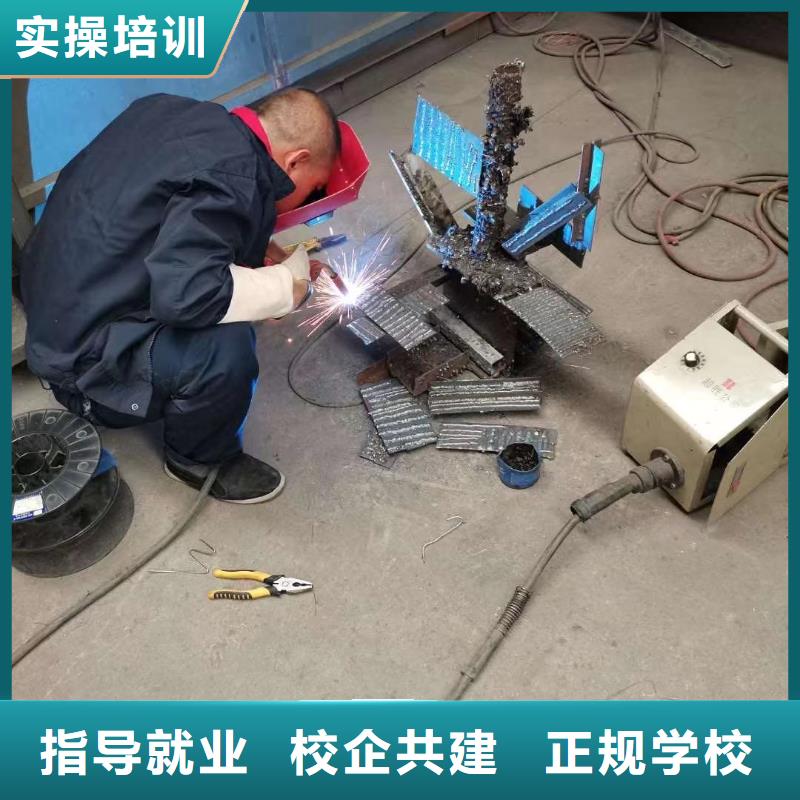
主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。
学习对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。
学习对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。
主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。
学习对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。
学习对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。


二氧化碳气体保护焊特点
焊接成本低——其成本只有埋弧焊和手工电弧焊的40~50%;生产效率高——其生产率是手工电弧焊的1~4倍;操作简便——明弧,对工件厚度不限,可进行全位置焊接而且可以向下焊接;焊缝抗裂性能高——焊缝低氢且含氮量也较少;焊后变形较小——角变形为千分之五,不平度只有千分之三;焊接飞溅小——当采用超低碳合金焊丝或药芯焊丝,或在CO2中加入Ar,都可以降低焊接飞溅。
二氧化碳气体保护焊焊接材料
(一)CO2气体
CO2气体的性质纯CO2气体是无色,略带有酸味的气体。密度为本1.97kg/m3,比空气重。在常温下把CO2气体加压至5~7Mpa时变为液体。常温下液态CO2比较轻。在0℃,0.1Mpa时,1kg的液态CO2可产生509L的CO2气体。



焊接材料的選擇
焊絲原則上選擇與母材成分相同的鋁及鋁合金焊絲或板條。氬氣純度>99.95%,盡量選用大直徑焊絲。在Al-Mg系鋁合金的弧焊中,通常都是推薦使用CB-AMr2、CB-AMr3、CB-AMr6、CB- AMr61、CB-AMr63、1557、1577焊條,對Al-Cu系鋁合金則推薦用01201和01217。
4.2組對與點固焊
因為鋁及鋁合金管導熱快、熔池結晶快,所以.組對時不留間隙、鈍邊,應避免強制進行,以減少焊接後產生較大的殘餘應力,定位焊縫長度10-15mm為易。定位焊位置在管的7點、9點、12點處。定位焊焊縫常做為正式焊縫留存,因此發現題目應及時處理。焊前對定位焊表面黑粉、氧化膜進行,並將兩端修成緩坡型。
焊絲原則上選擇與母材成分相同的鋁及鋁合金焊絲或板條。氬氣純度>99.95%,盡量選用大直徑焊絲。在Al-Mg系鋁合金的弧焊中,通常都是推薦使用CB-AMr2、CB-AMr3、CB-AMr6、CB- AMr61、CB-AMr63、1557、1577焊條,對Al-Cu系鋁合金則推薦用01201和01217。
4.2組對與點固焊
因為鋁及鋁合金管導熱快、熔池結晶快,所以.組對時不留間隙、鈍邊,應避免強制進行,以減少焊接後產生較大的殘餘應力,定位焊縫長度10-15mm為易。定位焊位置在管的7點、9點、12點處。定位焊焊縫常做為正式焊縫留存,因此發現題目應及時處理。焊前對定位焊表面黑粉、氧化膜進行,並將兩端修成緩坡型。



