




如果你想要更深入地了解我们的电焊氩弧培训技校报名电话产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:电焊氩弧培训技校报名电话的图文介绍
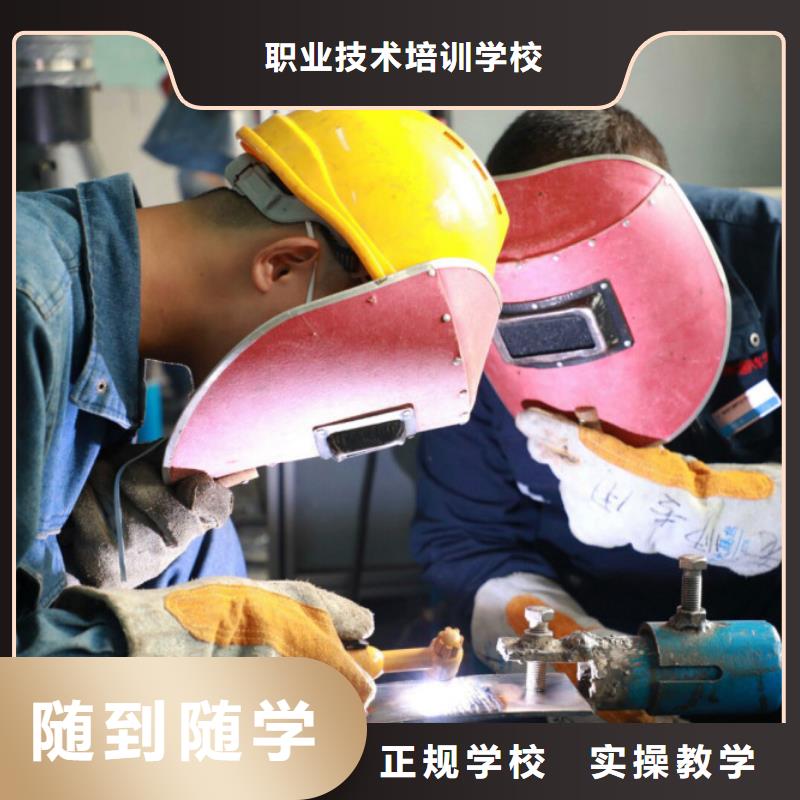
全日制大专(保定市分公司)位于河北保定经济开发区内,地理位置优越、交通十分便利。公司是国内生产、研发 保定虎振技工学校厂家,曾获得过多项荣誉,并已通过ISO9002质量体系认证。公司内部有完整的组织机构和雄厚的技术力量,具有不断开发研究科技新 保定虎振技工学校产品的能力,拥有同行业较先进的加工设备、检测设备及检测手段,更有专业的、高素质的设计、生产、施工队伍。


在焊接组件是重要的壁内的锡.不要逃避锡焊前的主要原因是虚拟焊接.如果有阻力在PCB焊接层或表面太脏,应用细砂纸轻轻打磨,直到显示明亮的铜箔,用酒精擦拭后再镀锡层.如果组件或集成电路销生锈的,从不使用砂纸打磨,困难或困难的锡.正确的方法是使用砂纸、光磨都再用蘸有锡球铁逗留的别针.如果只有少数销零件可以在锡,组件可以没有电脑,否则你就会成为一个隐患的虚拟焊接.
镀锡层后,插入销孔,使用镊子根和夹销用烙铁接触销和孔.一旦焊料流满孔,应立即移除烙铁.此时应注意:首先,烙铁应该接触销;然后焊接时间较短,一般不宜超过10秒. ,疏散焊接后笔从未动摇销,必须等待焊料凝固,然后松开镊子.焊接质量是否从焊料填充孔,焊点是明亮的.对焊点在松香煤渣、乙醇擦拭可用,和从不使用溶剂、汽油、或肥皂水.
镀锡层后,插入销孔,使用镊子根和夹销用烙铁接触销和孔.一旦焊料流满孔,应立即移除烙铁.此时应注意:首先,烙铁应该接触销;然后焊接时间较短,一般不宜超过10秒. ,疏散焊接后笔从未动摇销,必须等待焊料凝固,然后松开镊子.焊接质量是否从焊料填充孔,焊点是明亮的.对焊点在松香煤渣、乙醇擦拭可用,和从不使用溶剂、汽油、或肥皂水.


二.电弧电压和弧长的关系
当弧长拉长时,电弧电压升高,当弧长缩短时,电弧电压降低
三.焊接培训电源的极性
电源的极性就是在直流电弧焊或电弧切割中,焊件与电源输出端正负极的接法,称正接,反接两种。
直流电源极性:焊件接电源的正极,焊钳接电源的负极,正接焊件接电源的负极,焊钳接电源的正极,反接交流电源是交变的不存在正接与反接
焊接培训过程中电源极性的应用
主要根据焊条的性质和焊件的所需热量来决定
1直流电源
焊接培训中酸性焊条一般采用正接,但焊薄板可采用把反接,电流稍小可防止烧穿,厚板可采用正接以保证较大的熔深。
碱性焊条一般采用反接,有些有色金属就必须采用反接,可减少飞溅现象和减少气孔倾向,使电弧稳定。
当弧长拉长时,电弧电压升高,当弧长缩短时,电弧电压降低
三.焊接培训电源的极性
电源的极性就是在直流电弧焊或电弧切割中,焊件与电源输出端正负极的接法,称正接,反接两种。
直流电源极性:焊件接电源的正极,焊钳接电源的负极,正接焊件接电源的负极,焊钳接电源的正极,反接交流电源是交变的不存在正接与反接
焊接培训过程中电源极性的应用
主要根据焊条的性质和焊件的所需热量来决定
1直流电源
焊接培训中酸性焊条一般采用正接,但焊薄板可采用把反接,电流稍小可防止烧穿,厚板可采用正接以保证较大的熔深。
碱性焊条一般采用反接,有些有色金属就必须采用反接,可减少飞溅现象和减少气孔倾向,使电弧稳定。




