


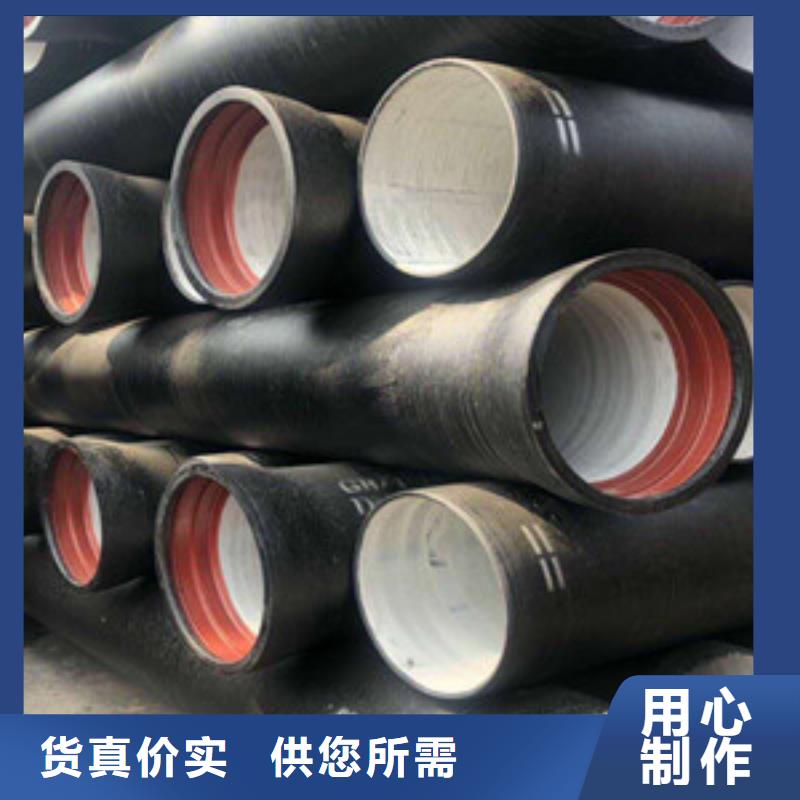


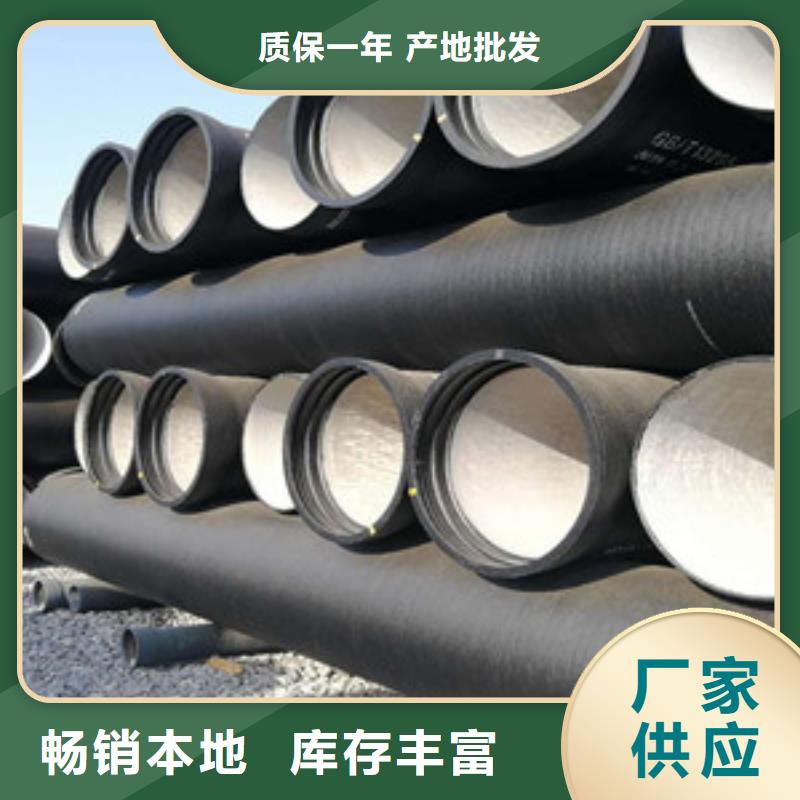
一分钟的时间,对于了解我们的新余-DN600球墨铸铁管实体大厂产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:新余-DN600球墨铸铁管实体大厂的图文介绍
球墨铸铁管同时根据经验10米长度的球墨管适合安排2至3工人就行配合铺管。球墨铸铁管胶圈要放正在承口槽内,并用手压实。确定管道距离,这个环节主要的岁过长的管子就行截断,并按照施工角度把插口端加工成坡口形状,以利应用。管身测量,通过对管身的测量来确定安装弧度、空缺、转交等形成的直线空距、转角空距、以达到稳固避免位移。定位标线。定位标线的目的是为了达到,定管、动管轴心线存在与一条轴距一样的直线上,这个环节是为了保证安装的质量和速度,避免管道胶圈脱落影响质量和进度。



并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。由于高温变形金属的流动,给水采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,并且还可以提高热挤压时挤压筒承受的单位压力,从而提高挤压筒套筒的使用寿命。



多年的不懈努力和历练,使格瑞管业(宝鸡市分公司)拥有一大批经验丰富的 k9球墨铸铁管设计、安装技术人员及管理人员。通过与国内外同行的广泛交流与学习,积累了丰富的经验,掌握了先进的 k9球墨铸铁管技术和设计理念,使用户在满足佳使用条件下实现低得投资成本,从而实现投资小化,收益大化。



球墨铸铁管一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 球墨铸铁铸管件的缺陷如砂眼、气孔、冷隔等,消失模铸件中也会出现,可用保证浇注温度等一般措施加以克服。消失模没有分型面不会发生空腔铸造中所说的跑火现象,它是伴随着塌箱出现的,其危害更大,它会使铁液流入砂箱负压气室或负压管路,严重损坏砂箱或负压系统,要特别注意。



