

想要探索Q345B无缝管专业设计的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:Q345B无缝管专业设计的图文介绍
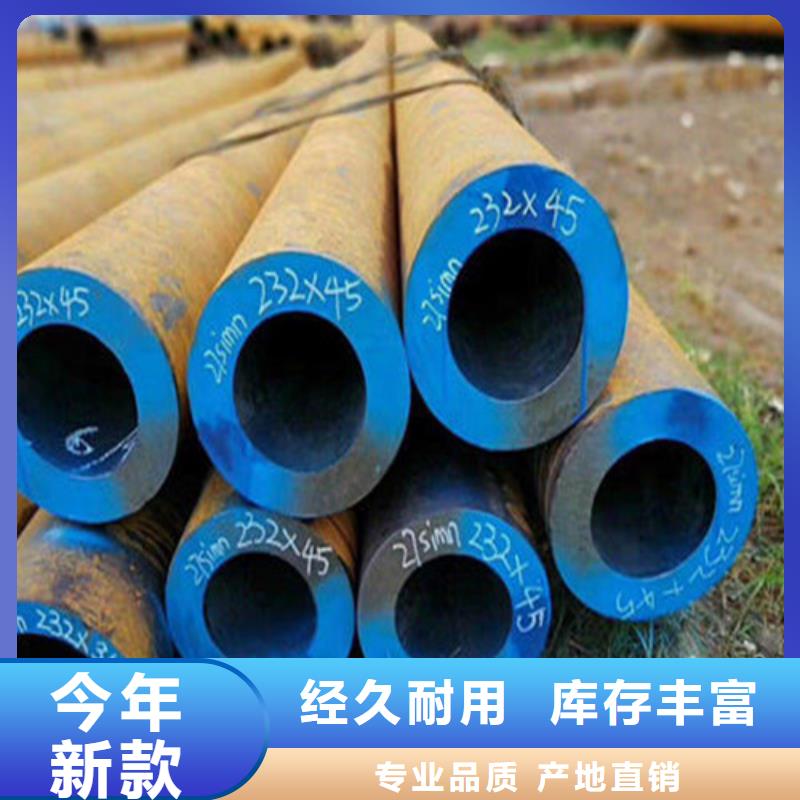
鼎财金属制品(毕节市分公司)生产的每一个 高压锅炉管在出厂的时候都经过质检员进行出厂检验,检验员必须按照 高压锅炉管检验的项目逐项检验,必须进行记录同时存档,质检员签字后方可发货,所以我们在售的每一个 高压锅炉管产品都可以放心的购买。



美国《普林斯顿报告》和我国石化等各个行业的实践为我们钢管业发展方向树立了一种观察标杆,启示我们:中国今后发展无缝钢管和发展焊管都应当向技术高层次方向发展。无缝化钢管依据成型方式不同分为无缝钢管、焊接钢管和热扩管等几类。无缝钢管执行标准为《低中压输送流体用无缝钢管》(GB/T8163-1999),是指利用柱状钢坯加热,模具穿孔方式生产的热轧钢管和利用冷拔机组将原管拉伸方式生产的冷拔钢管。该类钢管特点为管径大、直度好、壁厚大、产量低、耗能大、成本高、长度10米左右且非定尺,另外一个重要特征是所有钢管均有偏壁现象,即壁厚不均匀,偏差较大。 焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。



术的发展可以对焊缝和母材进行质量检查,保证,从而使客户放心使用而无后顾之优。 焊管“无缝化”的含义焊管和无缝管相比, 的区别是焊管有一道焊缝。由于有了焊缝,使外形凸出高于母材很多,明显地看出了“缝”;同时,内部物理性质上也产生了变化。如果能够在这两个方面—外在与内在,都能使焊缝与母材相同、相近或者相等母材性能,等同于无缝,这就是“无缝化”的含义。“无缝化”的两个方面如上所述,焊管无缝化包含两个方面的内涵,几何无缝化,使焊缝余高尽可能小;物理无缝化,使焊缝(包括周围热影响区)的物理性能趋于与母材一致。 焊管的几何无缝化光滑地掉焊缝处因挤压焊接后所形成的外毛刺和内毛刺,使焊管在几何外形上几乎看不到焊缝。我国和美国标



观消费量,预计2005年生产量将开始明显超过表观消费量。中国无缝钢管行业产能建设现状目前我国有无缝管厂家130家左右,近200台套机组。其中能生产热轧成品管且工艺技术装备较完整的有近30家,生产总量超过了600万t,占无缝钢管总量的60%以上。 这类生产厂绝大多数为国有企业,技术装备先进,单线生产能力高(天管ф250机组、宝钢ф140机组均超过80万吨),产品质量好,是无缝钢管生产的主导企业。其余企业主要是为冷轧冷拨提供毛管或荒管坯料的中小企业,这类企业的设备比较简单,一般的流程是采用穿孔+打头或穿孔+轧管+打头后配备冷轧冷拨及酸洗(其中相当一部分企业的装备水平较低),单线生产能力较低,产品以结构管、低中压锅炉管和


或根据热处理的类别称正火(常化)、调质、固溶、退火状态。订货时,交货状态需在合同中注明。重量交货状态:实际重量--交货时,其产品重量是按称重(过磅)重量交货;理论重量--交货时,其产品重量是按钢材公称尺寸计算得出的重量。生产工艺编辑热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检)→入库冷轧(拔)。 无缝钢管执行标准为《低中压输送流体用无缝钢管》(GB/T8163-1999),是指利用柱状钢坯加热,模具穿孔方式生产的热轧钢管和利用冷拔机组将原管拉伸方式生产的冷拔钢管。该类钢管特点为管径大、直度好、壁厚大、


