


我们为您准备了水库隔离护栏货源稳定产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:水库隔离护栏货源稳定的图文介绍
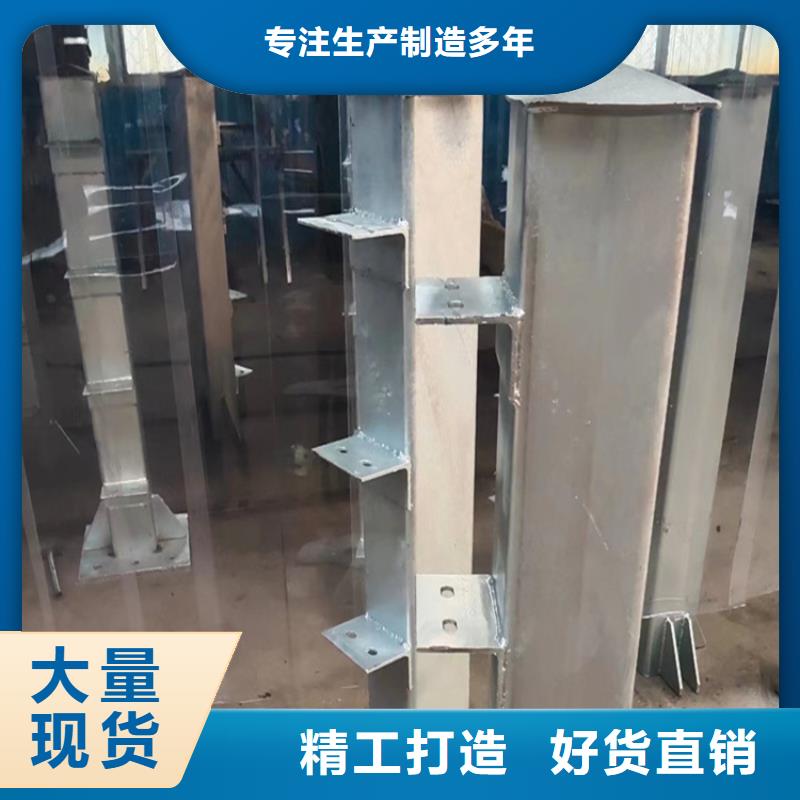
宏达友源金属制品(毕节市分公司)创办于2016年,专业生产【不锈钢护栏、碳素钢复合管栏杆厂家、不锈钢复合管护栏、201不锈钢复合管栏杆】等产品。本厂家设备齐全、技术实力雄厚、企业内部管理严密、生产效率高;本厂家生产的【不锈钢护栏、碳素钢复合管栏杆厂家、不锈钢复合管护栏、201不锈钢复合管栏杆】品种多,规格齐全,并能承接各种特殊规格需求的【不锈钢护栏、碳素钢复合管栏杆厂家、不锈钢复合管护栏、201不锈钢复合管栏杆】产品定做。



在不锈钢复合管的纵向被围绕,在开展折叠式的情况下,便会发生裂开的状况。乃至有一些不锈钢复合管,在折叠式以后,就立即断开了。由于一般的不锈钢复合管,生产制造的加工工艺,并非那样的。并且一般的不锈钢复合管,为了更好地追求完美商品的生产量,通常会一次冷轧以后,就立即在出厂了。这让不锈钢复合管的特性,并非那样的出色。而不锈钢复合管,为了避免这种问题的发生,在制造的历程中,便会对不锈钢复合管,开展多次的冷轧。这促使不锈钢复合管,拥有更为出色的延展性,顺理成章的就能,承担大量繁杂的生产加工程序流程了。这让不锈钢复合管,马上变成了很多领域不锈钢复合管类型不锈钢复合管护栏的工作压力是非常大的,并且它不易形变,颜色也是较为明亮的,针对不锈钢复合管的各种各样的耐磨性比较好,各种各样的使用全是较为普遍的。不锈钢复合管尽管是非常牢固,也是较为经久耐用,可是它在应用中或是发生了许多的问题的,较为常用的便是不锈钢复合管形变,在围栏和护栏上是可以看出的,普遍的不锈钢板形变是一个较为主要的问题,也是危害应用和品牌形象的一个较为主要的原因之一。






不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。



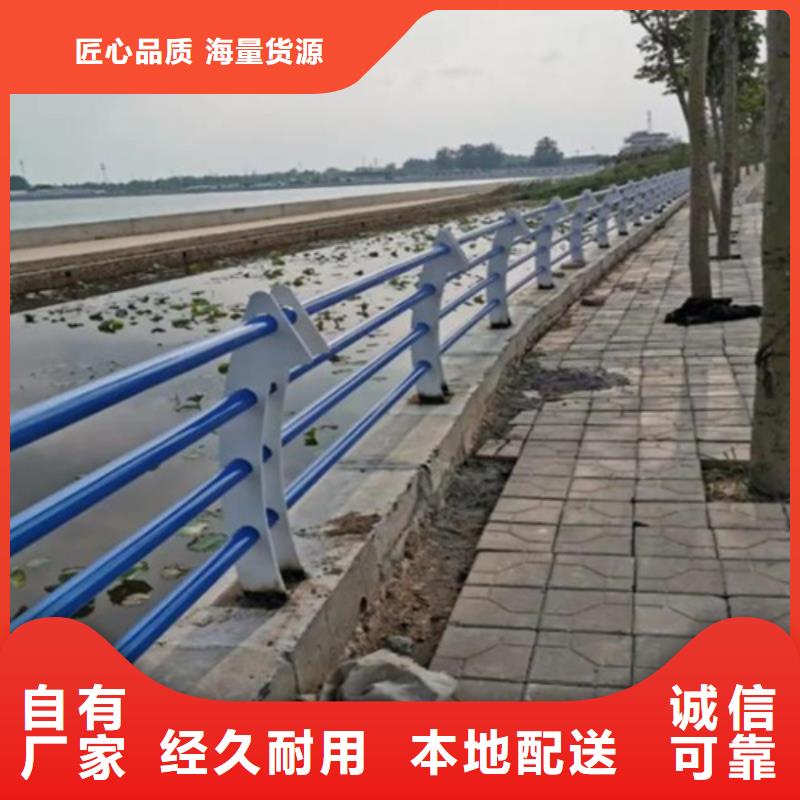
能抵抗恶劣气候,适合金属长时间作外层维护;抵抗盐及水的腐蚀效果。强力附着于各类金属及其合金上,可直接喷涂不需底漆,耐高温,不怕烘烤,枯燥后涂层可抗高温约为120℃。防烘干温度可达80℃,快干。经济实用,一喷即可防锈。不锈钢复合管护栏防腐功用不只仅根据锌涂层中锌的含量,并且还受锌层中颗粒的巨细影响。锌颗粒越小则涂层密度越高,涂层质量较高时则象一层的高温热镀。这些细微颗粒的效果在于使涂层更加紧密,不只能够防腐,并且能够成为避免锌成分蒸发的小于等于120μm(垂直面上)的涂层。一般运用条件下,在大气中的防腐时间可达三十年以上。因为目前人们使用的产品方面来看的时候,直接从本身的材料方面去看的时候,人们在购买的时候,可以直接从本身的材料方面去选择,毕竟不锈钢护栏这些里面的本身影响因素还是很大的,那么现在人们自己去直接判断的时候,根据人们的选择性的模式就可以很好的去购买了,从现在材料本身的情况去看的时候,不锈钢复合管护栏是一个不错的方面,这样人们就能够更好的去购买了,确实本身的效果还是很不错的。
