


我们的Q295流体钢管定做视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:Q295流体钢管定做的图文介绍

恒金属材料销售 (长春市分公司)拥有技术精湛的自主研发团队,以满足客户需求为目标,以为用户提供高价值 流体管产品为己任,按照客户需求,为客户研制出满意放心的 流体管产品。实现 流体管产品需求多元化,质量稳定化。



淬火后的钢加热到Ac1以下莫一温度并保温一段时间,然后冷却,从而得到较稳定的组织的热处理叫做回火。回火分为低温,中温及高温回火三种。高温回火主要用于马氏体钢钢材,其目的是应力,软化基体,提高塑性和韧性。 高温回火的加热温度为Ac1以下20-30c,一般为550-700c,冷却方式为空冷。钢材奥氏体化后,以大于临界冷却速度快速冷却,可使过冷奥氏体转变为马氏体的热处理叫做淬火。淬火的目的是;经淬火和随后回火获得良好的综合力学性能;改变钢的某些物理化学性能,如改善磁性;为下一步热处理做好组织准备。淬火后的钢加热到Ac1以下莫一温度并保温一段时间,然后冷却,从而得到较稳定的组织的热处理叫做回火。回火分为低温,中温及高温回火三种。高温回火主要用于马氏体钢钢材,其目的是应力,软化基体,提高塑性和韧性。高温回火的加热温度为Ac1以下20-30c,一般为550-700c,冷却方式为空冷。钢材奥氏体化后,以大于临界冷却速度快速冷却,可使过冷奥氏体转变为马氏体的热处理叫做淬火。淬火的目的是;经淬火和随后回火获得良好的综合力学性能;改变钢的某些物理化学性能,如改善磁性;为下一步热处理做好组织准备。



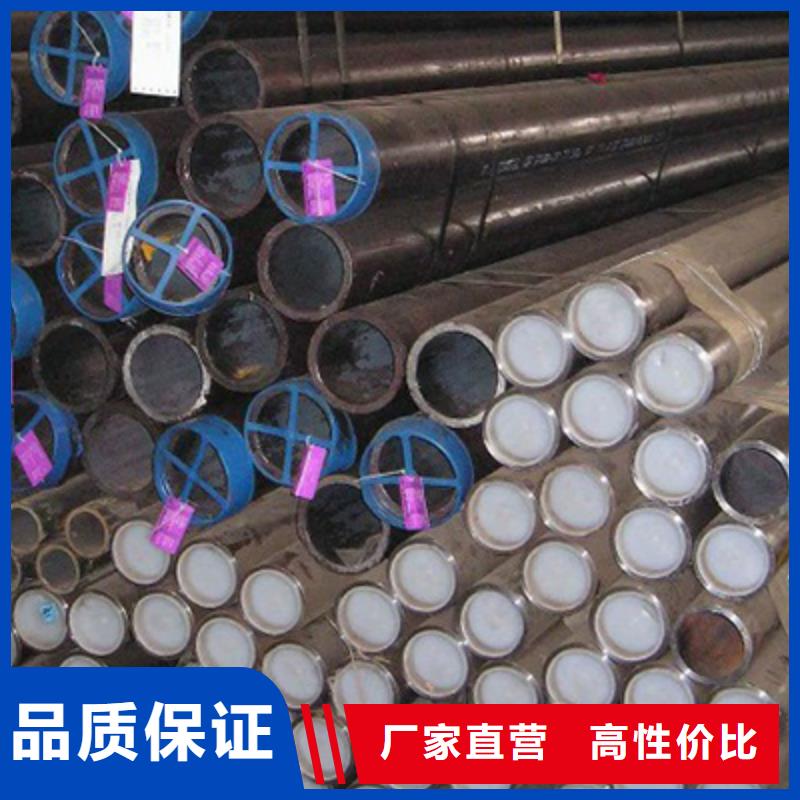
流体管是目前使用较为广泛的一种钢管材料,其有着一套严格的生产工序。流体管可分为热轧流体管和冷轧流体管两种,这两种流体管不仅用途不同,生产工序也不太一样。热轧流体管的主要生产工序为管坯准备及检查→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理→成品管矫直→精整→检验(无损、理化、台检) →入库,生产工序较为复杂,且产品需要经过层层检验达标后才算是成品,加工时间较长。而相比较热轧流体管,冷轧流体管的生产工序就少了许多,冷轧流体管只有坯料准备→酸洗润滑→冷轧→热处理→矫直→精整→检验几个生产工序。虽然冷轧流体管的生产工序较少,但是其生产流程要比热轧流体管要复杂一些。不论是什么样的生产工序,其主要目的就是制作出优质的流体管,所以在流体管的制作过程中要多加注意,在任何一个环节都不能出现问题,只有这样才能够生产出质量达标甚至更好的流体管。
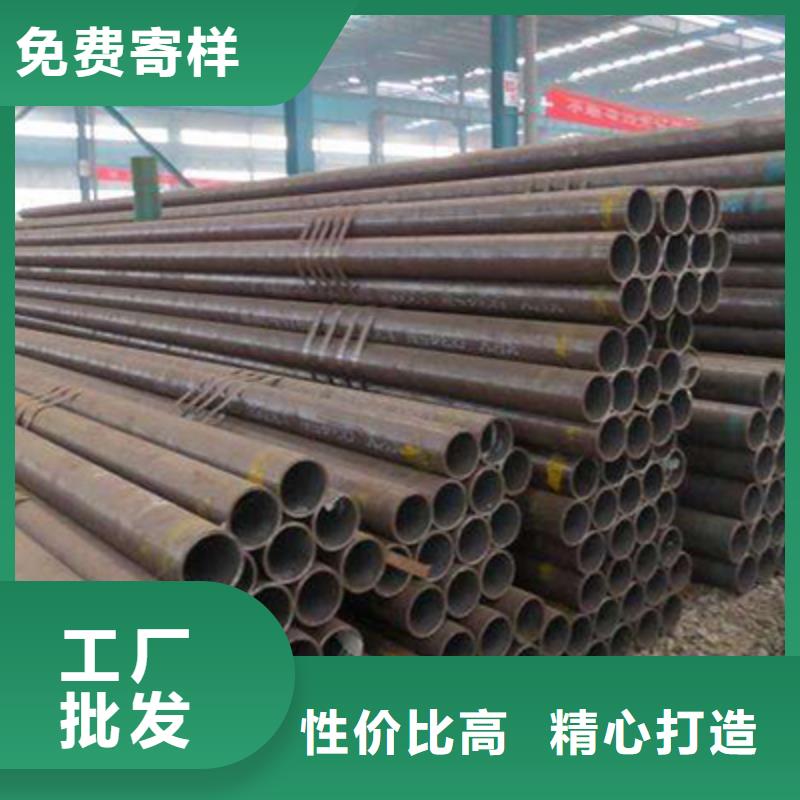
对于流体管来说钢种的选择是影响性能的重要因素,而不同钢种的流体管制作工艺自然是不同的,下面以珠光体型铬钼钒钢为例向大家介绍,流体管工艺生产工艺特点。1.管坯应剥皮量通常为5mm;2.由于钢质较硬管坯多用氧气切割或锯切3.由于铬钼钒钢的导热性比碳钢低,加热速度宜稍慢(加热温度为1120~1180℃、穿孔温度为1100~1160℃)4.这类钢在1000~1100℃区间有良好的塑性和低的变形抗力,因而穿孔性能较好5.轧后钢管要正火和回火,正火温度为950~980℃,回火温度为730~750℃,保温时间为2~3h6.钢管尺寸公差较严,以保证对口焊接;管子长度尽可能长,以利于减少焊口数量。所以每一件流体管都是来之不易,需要经过高温的考验才能到我们的手中。
对于流体管来说钢种的选择是影响性能的重要因素,而不同钢种的流体管制作工艺自然是不同的,下面以珠光体型铬钼钒钢为例向大家介绍,流体管工艺生产工艺特点。1.管坯应剥皮量通常为5mm;2.由于钢质较硬管坯多用氧气切割或锯切3.由于铬钼钒钢的导热性比碳钢低,加热速度宜稍慢(加热温度为1120~1180℃、穿孔温度为1100~1160℃)4.这类钢在1000~1100℃区间有良好的塑性和低的变形抗力,因而穿孔性能较好5.轧后钢管要正火和回火,正火温度为950~980℃,回火温度为730~750℃,保温时间为2~3h6.钢管尺寸公差较严,以保证对口焊接;管子长度尽可能长,以利于减少焊口数量。所以每一件流体管都是来之不易,需要经过高温的考验才能到我们的手中。


