
想要更直观地了解精密钢管优质供应商产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:精密钢管优质供应商的图文介绍
鑫邦源特钢(常德市分公司)领导秉承做百年企业,树百年品牌的远大理想,确立了“诚信、求实、制高”的企业宗旨,对 无缝方矩管产品进行了长期深入的研究与开发,以先进的技术,为广大客户提供满意的服务。
我们坚信凭借技术优势,丰富的工程经验、以及服务大众的坚定决心,定能在 无缝方矩管专业领域做出了令人瞩目的成绩!



与之相反.当芯棒表面被磨损局部形成凸棱状时,就会使小精密无缝钢管内表面形成与芯棒凸棱相对凹槽。另外掉肉芯棒与毛管内表面产生相对滑动时,也会使毛管内表面被划凹槽,而且凹槽程度非常严重。除氧化剂与氧化铁皮反生成熔液渣粘接在芯棒表面、也会导致小精密无缝钢管内孔表面划伤缺陷产生一定深度划道。 焊缝工艺精密光亮管重要表现基础在两个相邻节点之间没有两个关节点,管道长度大于800毫米。焊管精密光亮管焊接式当通过检验,取得认可部门颁发资质。精密光亮管对接焊缝是钢结构工程施工验收规范中一级焊缝,外观检验是以一级质量标准为基础。 超声检查为,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。 衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。



精密钢管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精密钢管强度下降;反之,精密钢管边缘加热不足,挤压后成型不良。精密钢管是一个或一组精密钢管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管精密钢管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管精密钢管边缘附近,使精密钢管边缘加热到精密钢管温度。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精密钢管快速运动,精密钢管受精密钢管内壁的磨擦而损耗较大,需要经常更换。精密钢管经精密钢管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精密钢管的快速运动,将焊疤刮平。精密钢管内部的毛刺一般不。


当前来化学热处理发展迅速,新技术甚多。焊接电流过小,难于构成小孔效;焊接电流增大,等离子弧穿透力增大,精密光亮管但电流过大会形成熔池金属因小孔直过大而坠落,难以构成合格焊缝,以至惹起双弧,损伤喷嘴并毁坏焊接过程稳定性。 因而,在喷嘴构造肯定后,为了取得稳定小孔焊接过程,焊接电流只能在某一个适宜范围内选择,精密光亮管而且这个范围与离子期流量有关。精密光亮管焊接速度焊接速度依据等离子气流量及焊接电流来选择。其他条件一定时,假如焊接速度增大,焊接热输入减小,小孔直随之减小,直致消逝,失去了小孔效。 含磷低于0.005%高纯精密钢管并不产生低温回火脆性;精密钢管磷在火加热时发生奥氏体晶界偏聚,精密钢管淬火后保留下来;磷在奥氏体晶界偏聚和渗碳体回火时在奥氏体晶界析,这两个因素造成沿晶脆断,促成了低温回火脆性发生。 铬和锰是造成精密钢管脆性产生因,与回火温度也有很大关系,因此,精密钢管降低钢管铬和锰含量,作为精密钢管模具制造过程中间环节或终工序,热处理造成开裂、变形超差及性能超差,大多数情况下会使模具报废,即使通过修补仍可继续使,也会增加工时,延长交货期,提高精密钢管模具造成本。



大多数的精密钢管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。精密钢管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的精密钢管的邮寄地址等等。
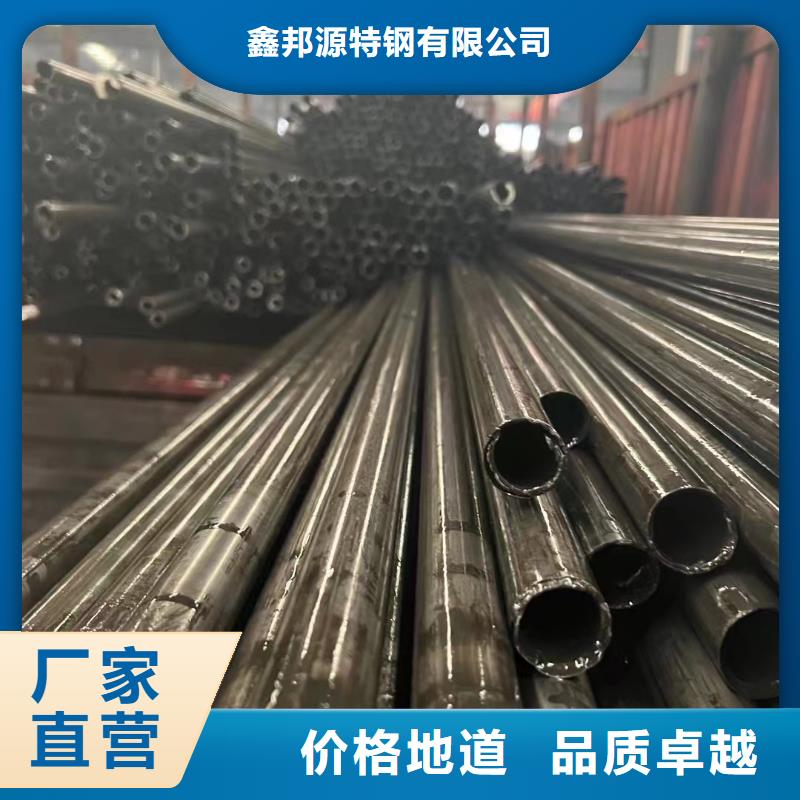
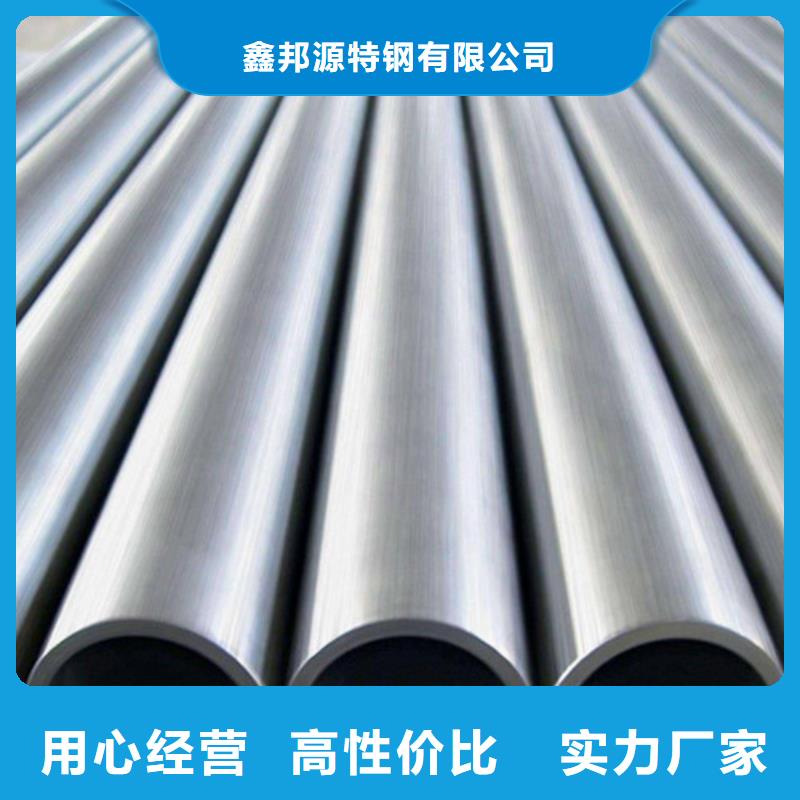
一般的精密钢管的生产工艺可以分为冷拔与热轧两种,冷轧精密钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密钢管要短于热轧精密钢管,冷轧精密钢管的壁厚一般比热轧精密钢管要小,但是表面看起来比厚壁精密钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
一般的精密钢管的生产工艺可以分为冷拔与热轧两种,冷轧精密钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密钢管要短于热轧精密钢管,冷轧精密钢管的壁厚一般比热轧精密钢管要小,但是表面看起来比厚壁精密钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
