




不容错过的发货及时的墙式镶铜铸铁闸门生产厂家视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:发货及时的墙式镶铜铸铁闸门生产厂家的图文介绍
瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂(长治市分公司)集【格栅清污机】设计、生产、销售于一体的公司,不断的采用新的科技成果,开发出具有新理念的【格栅清污机】用品,并以完善的管理、先进的生产设备保证了【格栅清污机】产品的优良品质,多年来与全国600多家企业建立了长期的合作关系。



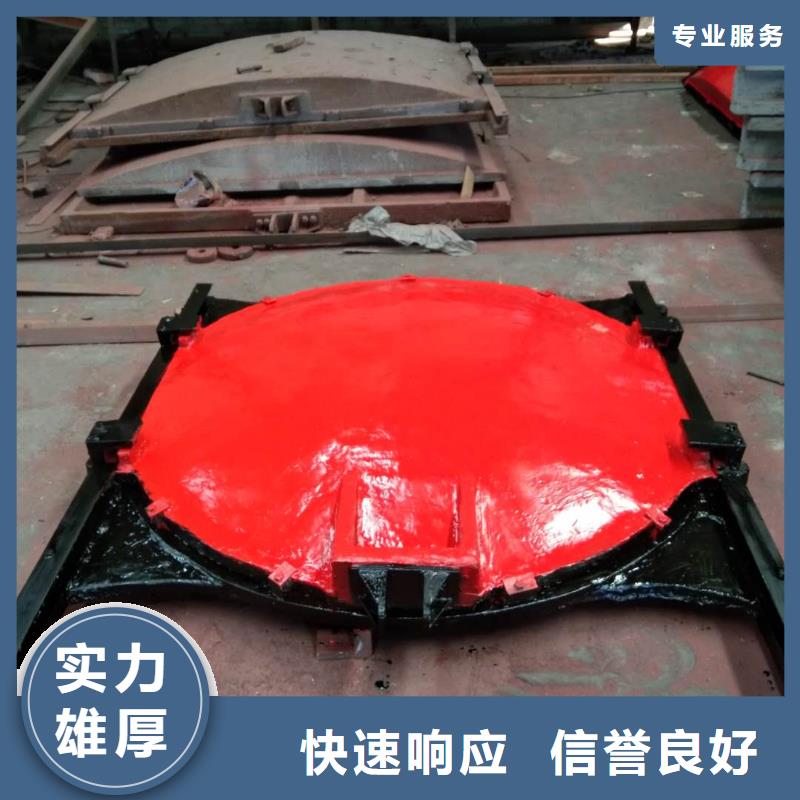
铸铁闸门防腐处理方法 铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷枪中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。



十多年来,瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂(长治市分公司)凭借雄厚的技术力量,丰富的施工经验,严密科学的管理体系,承建了众多标志性 格栅清污机工程,赢得了新老客户的赞扬和肯定,在同行业中享有很高和良好的信誉。




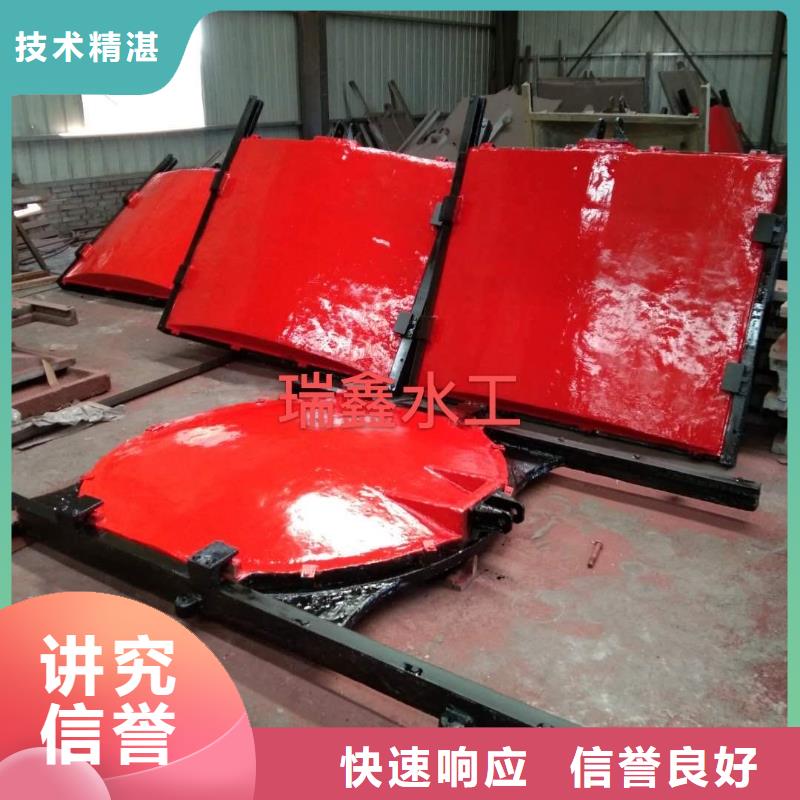
铸造闸门安装时应采用整体就位的方式,以防止闸框变形。 铸造闸门安装前,首先要检查各连接部位的螺栓是否因为运输和装卸而松动,如果有松动,就应将其紧固。 确认主立架和横架连接处止水面是否有错位,如果有错位,则松动连接螺栓,使止水面调整到同一平面。 浇筑闸门应整体就位安装,严禁闸框、闸板分体安装,防止闸框变形。 安装前应先检查立、横框之间、闸板与闸板之间的连接螺钉是否松松脱,是否有错接,是否将其调至平面内,检查闸板与闸板之间的间隙,确保闸板与闸板之间的间隙不大于0.08mm,如果间隙过大,可调整关闭装置。向上紧固各螺栓。


安装及调试 1﹑设备到现场后应对照送货单单独检验闸门是否完整,有无损坏。 2﹑检查闸门安装位置及土建尺寸是否与图纸相符。 3﹑安装时必须分四部分安装 4﹑首先门框的安装:安装前,先与预埋钢板焊接固定,此时门框两侧须平行且应与底框及上部框架垂直,门框安装好后进行二次浇注,二次浇注一定要封实,不能有渗水现象,待混凝土养护后方可使用。门框安装时应保证导轨面在铅垂线上,其倾斜度不大于1//1000。保证其平面度及对角线误差不超过标准规定。 4.1 门框安装好后,同时门框中杂物,以免影响门叶的安装。特别是密封面上不得有其它杂物。 4.2 门体安装应注意对角线误差。 4.3 然后安装启闭机机座,安装时注意平面度。 4.4 安装时应检测闸板与闸门框之间的密封圈间隙,闸门正向工作水头时,密封泄露小于1.25L/min



