您的位置>首页 >池州当地频道中心 >
防磨罩-耐热精铸一站式采购
更新时间: 2025-05-29 21:26:02 ip归属地:池州,天气:多云转晴,温度:15-29 浏览次数:1
以下是:防磨罩-耐热精铸一站式采购的产品参数
| 产品参数 |
|---|
| 产品价格 | 484 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 银海 |
|---|
| 加工定制 | 是 |
|---|
| 规格 | 齐全 |
|---|
以下是:防磨罩-耐热精铸一站式采购的图文视频
导读 防磨罩-耐热精铸一站式采购,东腾特钢(池州市分公司)为您提供防磨罩-耐热精铸一站式采购产品案例,联系人:肖经理,电话:【18564466265】、【18564466265】,发货地:东昌府区凤凰工业园东段C区8号。 安徽省,池州市 池州于唐武德四年(621年)设州置府迄今1400余年。2000年6月,设立省辖地级池州市。池州市是长江流域重要的滨江港口城市、皖南国际旅游文化示范区核心城市。位于五大省会都市圈辐射交汇地,交通便捷,集公路、铁路、港口、航空运输于一身,已融入长三角“3小时”都市圈、南京及合肥“1.5小时”通勤圈。池州市以“名山、秀水、富硒地、好空气”而著称,拥有世界地质公园、中国四大佛教名山之一、重点风景名胜区、5A级旅游景区——九华山,以及自然保护区——牯牛降、国际重要湿地——升金湖等景区,境内各类景区景点300余个。
准备好领略防磨罩-耐热精铸一站式采购产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:防磨罩-耐热精铸一站式采购的图文介绍
东腾特钢(池州市分公司)生产的 锅炉配件等产品均已获得质量检测的认可,长期以来,本公司 锅炉配件产品广泛应用于全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了自己的品牌形象, 外树形象,内强质量,一点一滴,铸就信誉。 东腾特钢(池州市分公司)真诚欢迎广大客户朋友来公司考察、指导。



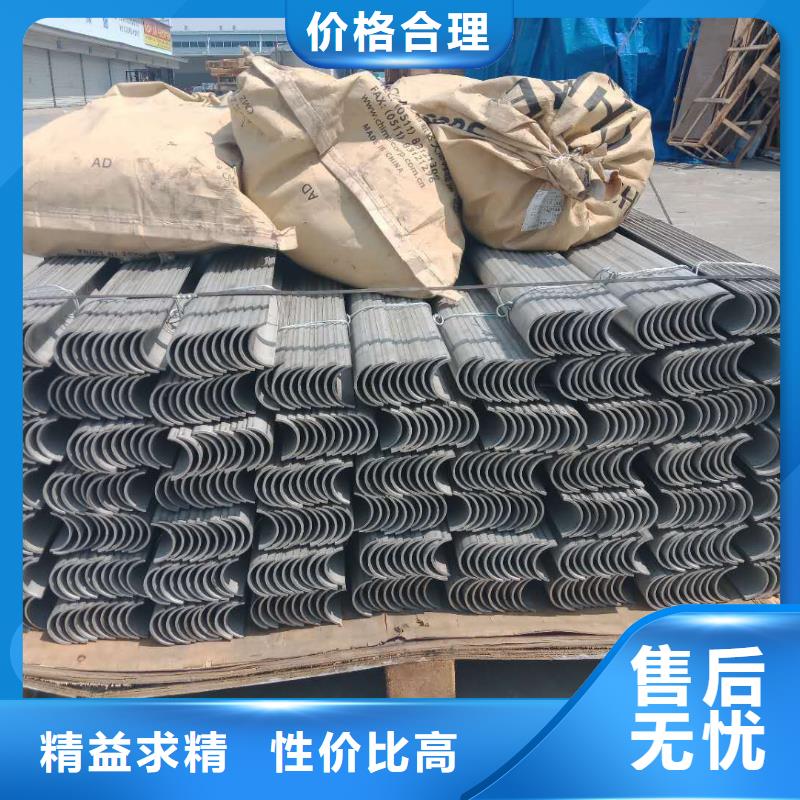
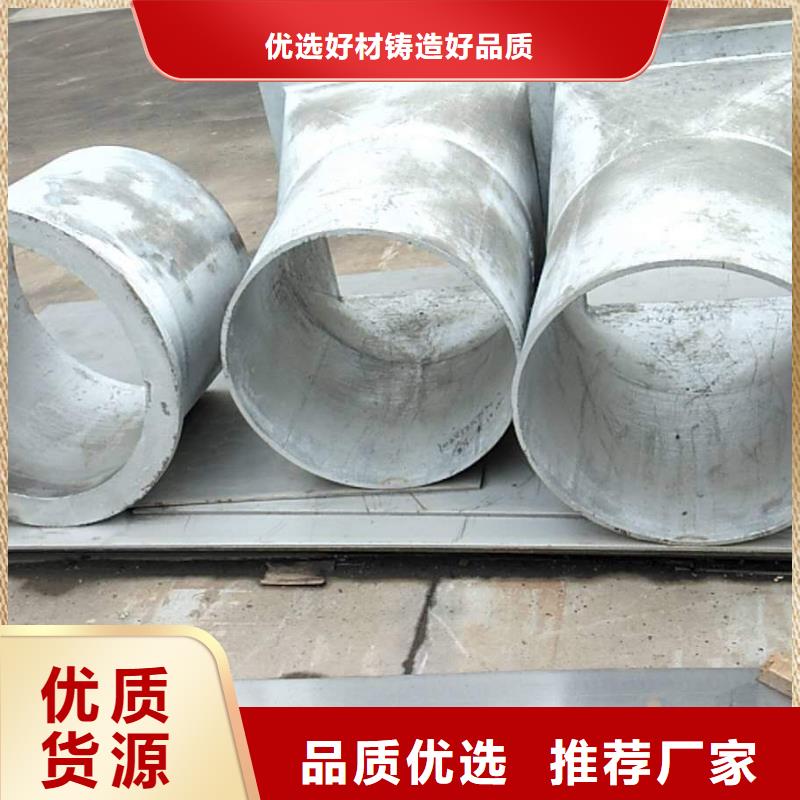
防磨瓦形状、规格 防磨瓦的截面形状大部分是半圆形(180度),也有120—160度的,主要使用在带鳍片的管子上(水冷壁);防磨瓦分为直防磨瓦、内弯防磨瓦、外弯防磨瓦、侧面弯防磨瓦、S型弯防磨瓦等。直防磨瓦长度20mm—3000mm不等,一般长度1000-2000mm比较常用见;带弯的防磨瓦一般要求提供加工图纸,并且图纸上要有以下参数:所使用管子外径、所使用管子弯曲半径R(到管子中心)、弯曲角度度数及防磨瓦弧段两边的直段长度。
防磨瓦的基本参数就是所使用的管子的外径φ(也就是防磨瓦的内径),管子主要规格有:32、38、42、44.5、48、51、57、60、63.5、76、89mm等等;防磨瓦内径通常比所使用管子外径大1-3mm不等,具体根据实际要求。



加热温度是热处理工艺的重要工艺参数之一,选择和控制加热温度,是保证热处理质量的主要问题。加热温度随被处理的金属材料和热处理的目的不同而异,但一般都是加热到相变温度以上,以获得需要的组织。另外转变需要一定的时间,因此当金属工件表面达到要求的加热温度时,还须在此温度保持一定时间,使内外温度一致,使显组织转变完全,这段时间称为保温时间。采用高能密度加热和表面热处理时,加热速度极快,一般就没有保温时间或保温时间很短,而化学热处理的保温时间往往较长。
冷却也是热处理工艺过程中不可缺少的步骤,冷却方法因工艺不同而不同,主要是控制冷却速度。一般退火的冷却速度慢,正火的冷却速度较快,淬火的冷却速度更快。但还因钢种不同而有不同的要求,例如空硬钢就可以用正火一样的冷却速度进行淬硬。


防磨瓦加工厚度 防磨瓦加工厚度2mm、3mm、4mm、5mm居多,一般是根据磨损严重程度及导温需要采用不同厚度。
现在很多锅炉生产厂家为了节省生产成本,出厂时锅炉管道就没有设计安装防磨瓦或者安装使用防磨瓦的部位很少,当锅炉使用若干年后,后期更换管道的维修费用就增加了,更换一支管道不考虑材料因素的费用在300—1000元,况且更换管道耗时较长,增加焊口,存在隐患,而一件防磨瓦一般价格在200元以内,保护管道周期长(比管道耐磨性能高),更换简单,所以很多电厂都在可能磨损的管道上尽可能的加装防磨瓦,机组容量越大(200MW——1000MW)需要的防磨瓦越多。也有部分电厂采用喷涂防磨技术(就是在高温下喷上去一种防磨粉,粘附在管子上)的,不过代价更高而且效果一般,一般适用于导热要求较高的部位。



总结 在安徽省池州市采买防磨罩-耐热精铸一站式采购到东腾特钢(池州市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:肖经理-【18564466265】,地址:《东昌府区凤凰工业园东段C区8号》。