





3、 锯条有必要拉紧,锯前试车空转3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无毛病、光滑油路是否正常。
4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。
5 、金属带锯床在作业中,禁绝半途变速,锯料要放正、卡紧、卡牢,按原料硬度和锯条质量决议进刀量。
6 、有必要专用液压油和光滑油液压传动及光滑装置中,冷却液有必要清洁,并按周期替换或过滤。
7 、在资料行将锯断时,要加强调查,留意操作。
8 、作业结束,堵截电源,把各操作手柄放回空位上,并做好清扫作业。

液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油
电动机发热的要素也许还有别的方面,可是咱们平时要严格依照操作规程准确运用电动机,准确保护电动机,使电动机表明清洗,电流不超越额定值,振荡值在规模以内,作业声响正常,轴承正切保护等,锯床电动机的运用寿命必定会延伸的。


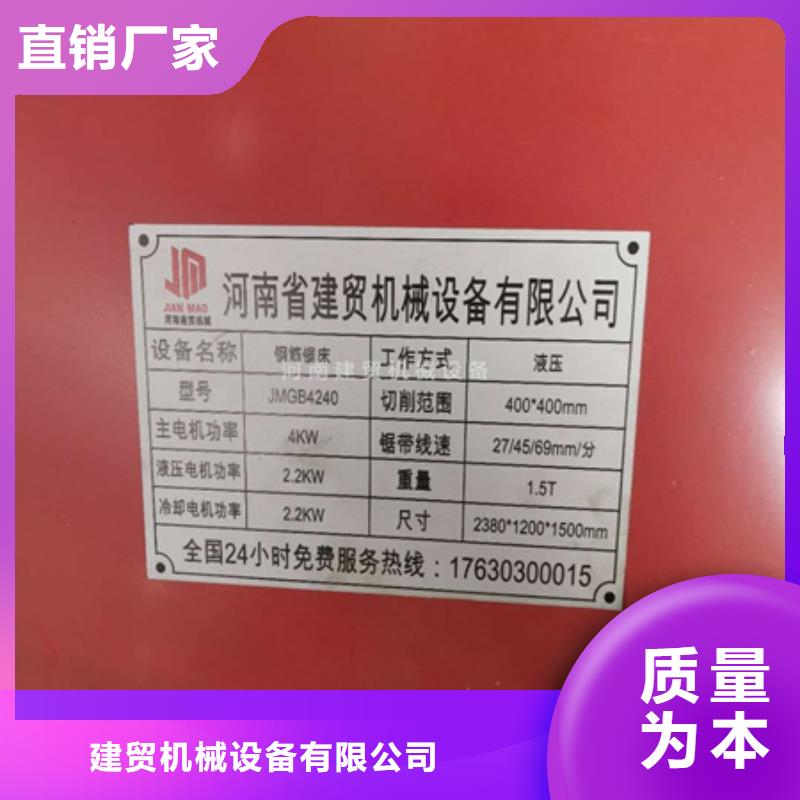
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。



建贸机械设备(大庆市分公司)的质量方针是:以市场为中心,加强 钢筋笼地滚笼机质量保障,开拓 钢筋笼地滚笼机技术创新,满足客户需求!
我们的服务宗旨是:诚实、信用、品质优、起货快、交货准!
欢迎广大新老客户惠顾合作!



