



厂家批量供应小口径精密管视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:厂家批量供应小口径精密管的图文介绍
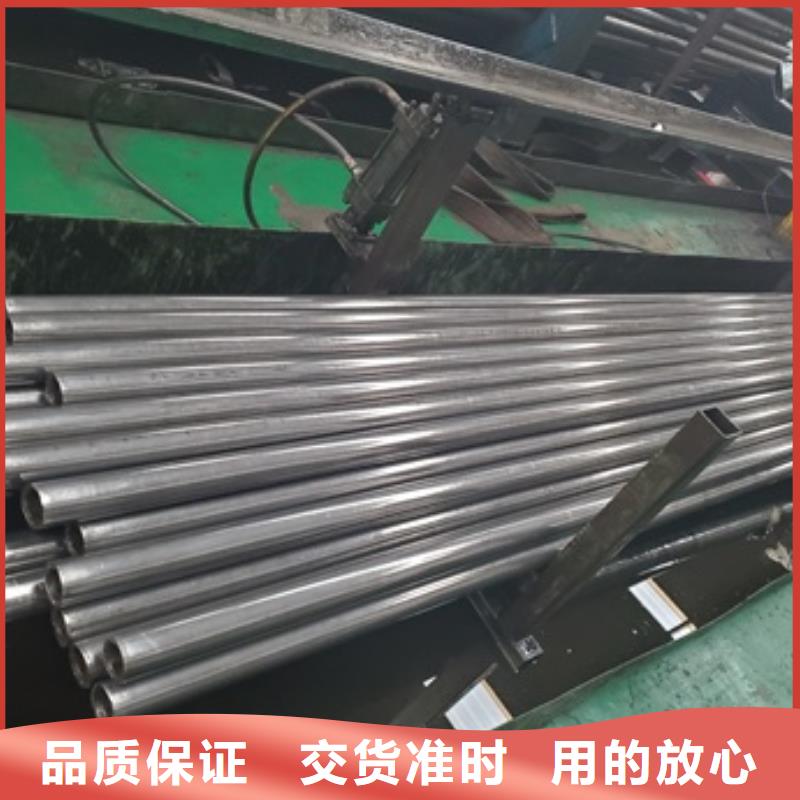
精密管的应用已经在很多的地区得到了应用,主要用在金属行业,建材行业和一些建筑管道行业进行展开。但是精密管的生产要遵循一定的技术,加工的技术的工艺流程是非常重要的,那么常规的技术是不能少的,下面我们主要来看一下精密管的生产工艺流程。 精密管的生产工艺主要包括冷拔,热轧和热扩。主要的加工程序有坯料锯切工序,环形炉加热工序,穿孔工序,轧管工序,定径工序,冷床工序,矫直工序,切管吹灰工序,漏磁探伤工序,表面检查和测长称重到打包入库。 主要的技术标准有结构用无缝钢管GB/T8162-2008,输送流体用无缝钢管GB/T8163-2008,低中压锅炉用无缝钢管 GB3087-2008,液压支柱用热轧无缝钢管GB/T1396-1998,高压锅炉用无缝钢管GB5310-2008,API套管和油管规范 API5CT,管线钢管规范API5L-44,低温管道用无缝钢管GB/T18984-2003。


精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。



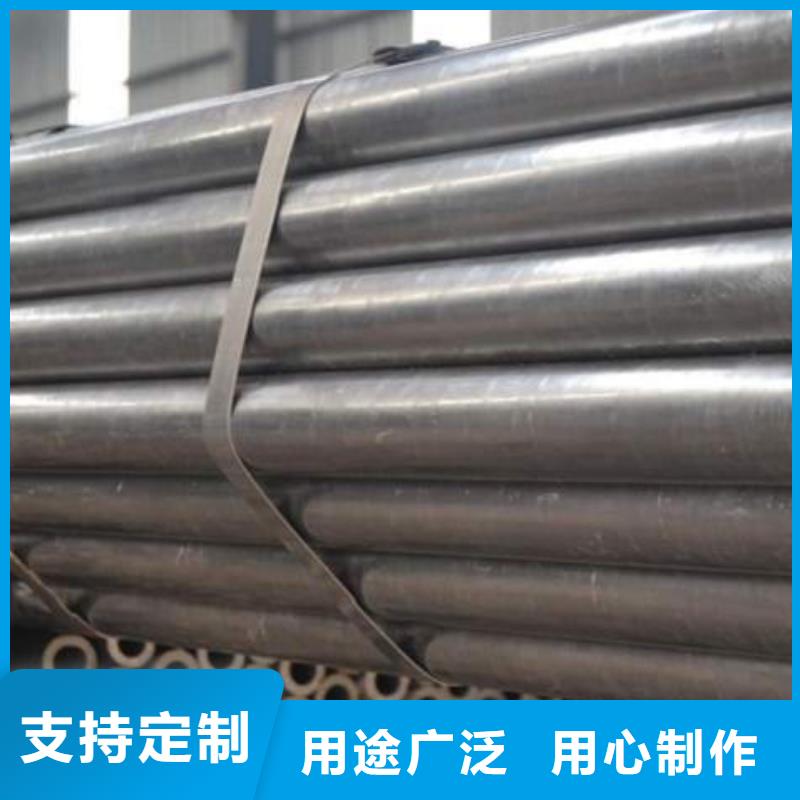
许多会使用到钢管的行业,都开始选择精密管了。因为这种钢管有着,非常卓越的使用性能。这让所有的行业,在使用的过程中,都不会遇到很多麻烦的问题。其次还因为精密钢管,可以适应各种后续的加工。一般的钢管,由于自身并不是那么的稳定,在加工的过程中,很有可能会出现裂缝,或者是不规则变形的情况。一旦管道出现了,这样的一些问题,这会带来很多后续的问题。如果发生变形的部位,只是很小一部分,那么直接将这个部分,进行切除就行了。可要是发生变形的部位,已经是非常大了。 想要确保使用的性能,那就要更换,一条新的钢管了。无论是遇到哪种情况,无论是选择哪一种处理方式,这都是会带来一定的损失。可如果使用了精密钢管,就完全不会存在,这些方面的担心。因为这种钢管,在制作的过程中,就对于管道进行了一定的强化处理。这让精密钢管本身,金属的变形变得更加的均匀,同时这可以让精密钢钢管,其中某一个部分,在加工的过程硬化。比如说在变形的部分,产生了硬化之后,就可以让变形,不会朝着其他,没有发生形变的部位扩散。这确保了在使用过程中,不会因为管道的变形,可能带来的危害以及损失。



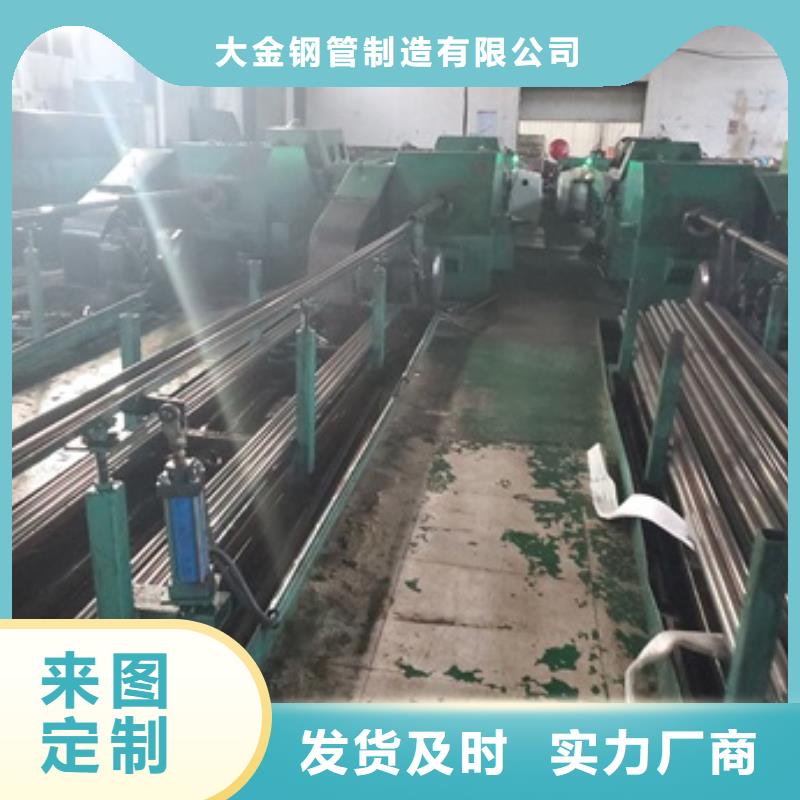
中升管业有限公司(阜新分公司)是 冷轧精密钢管等产品生产加工的公司,拥有完整、科学的质量管理体系。中升管业有限公司(阜新分公司)的诚信、实力和产品质量获得业的认可。欢迎各界朋友莅临参观、指导和业务洽谈。厂家直供真材实料看得到,产品展示多年行业经验老品牌,值得信赖。



精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低耗,自动连续生产的目的。 控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。 操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。



